| 详细介绍: 钻杆接头耐磨带是以凸起的形式熔合在钻杆接头表面,用以代替钻杆接头来和套管摩擦的材料,对钻杆接头起到了保护作用。由于耐磨带的硬度低于钻杆本身,因此,对套管起到了一定的保护作用。而耐磨带在磨损掉一部分之后,可以进行重复堆焊使用。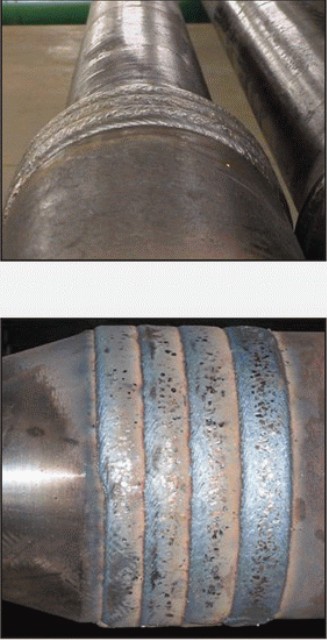
加工喷涂喷焊堆焊层的刀具牌号BN-S20刀片性能:

1,BN-S20刀具适合加工表面硬度HRC45-79之间的高硬度喷焊层,例如加工表面硬度达HRC65以上的Ni60、Fe65以及Wc碳化钨喷焊层。
2,BN-S20牌号超硬刀具是CBN刀具的一种材质牌号,华菱超硬刀具针对高硬度材料及合金堆焊层和喷焊层的加工特性自主研发,是国家重点产学研科技攻关项目成果,实用新型专利产品。
3,适合切削加工以下喷涂喷焊硬面:火焰喷涂、氧乙火焰粉末喷涂、氧乙炔火焰线材喷涂、氧乙炔火焰喷焊、超音速火焰喷涂(HVOF)、电弧喷涂、等离子喷涂、大气等离子喷涂、低压等离子喷涂等各种硬面的切削加工。
4,适合切削以下材质喷焊层和喷涂层:Wc碳化钨喷焊层,Ni镍基合金喷焊层,CO钴基合金堆焊层,哈氏合金喷焊层,Ni60喷焊曾,88WC12CO,86WC10CO4Cr及炭化铬喷焊层的切除;也适合高硬度合金钢的粗加工和精加工。
BN-S20牌号加工喷焊层和堆焊层的切削参数示例:
加工案例A,以加工钴基合金喷涂材料为例,喷涂层厚度为2mm;喷涂层硬度HRC60;线速度V=70--130m/min;走刀量0.7-0.8mm/r;吃刀深度ap=1.7mm;刀具寿命:每个刀片刃口使用寿命150分钟(以粗糙度超差为换刀标准);8个切削刃口;一个刀片能使用两个班不换刀。
加工案例B,以加工硬度HRC65以上Wc碳化钨喷焊层为例,采用线速度V=85M/min; 吃刀量ap=0.65mm;BN-S20从加工效率和刀具寿命来均表现出无可替代的优势
加工案例C,加工ni60镍基合金喷焊层,采用线速度Vc=180m/min高速切削,是陶瓷刀片寿命的6--10倍。
BN-S20牌号刀具是一种机夹可转位刀片,也适合加工喷焊层和喷涂层硬面:Wc碳化钨喷焊层,Ni镍基合金喷焊层,CO钴基合金堆焊层,哈氏合金喷焊层,Ni60喷焊层,88WC12CO,86WC10CO4Cr及炭化铬喷焊层的加工;能加工HRC65以上喷焊层和喷涂层,是一种复合硬面加工及超硬加工刀具专用牌号。
| 




