| 详细介绍:
淬火钢精车加工超硬立方氮化硼刀具CBN刀片-高精度高耐磨性
淬火钢一般硬度在HRC50-65范围内,由于表面热处理后获得很高的硬度,给机加工带来了难题。加工淬火钢常用硬质合金刀片,陶瓷刀具,立方氮化硼刀具这三种刀具材料。
这三种刀具常出现问题及优势
1 ,硬质合金刀头 主要体现在磨损量,频繁跟换刀片导致加工效率低下。
最大的问题:加工精度形位公差难于保证
2,陶瓷刀具 陶瓷刀具加工HRC50以上,刀具线速度提不高,刀尖磨损很快容易烧刀。由于陶瓷刀具脆性大还容易崩刃。
3 立方氮化硼刀具 硬度HRC97.5 氮化硼刀具红硬性好,耐高温性,耐磨性,抗断裂性能,良好的化学稳定性。这些特性可以实现高速切削,加工效率高。
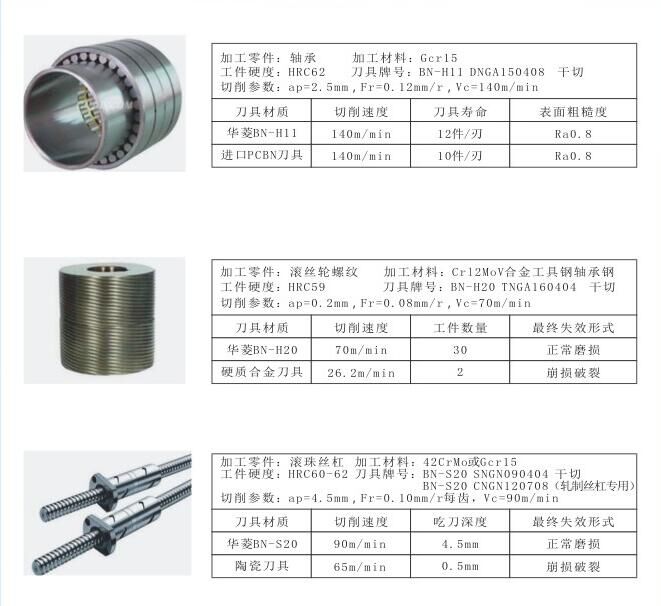
常见的钢种9SiCr 、T8、T10、H13 、20CrMnTi(渗碳淬火钢)、20Cr、40Cr 、42CrMo、cr12、cr12mov模具钢、Gcr15轴承钢,45钢 等表面淬火后需要硬车削 。 典型零部件包括齿轮,风电轴承,回转支承,液压活塞杆,导辊,轧辊,同步器齿套,齿轮轴,轴承,滚丝轮,滚珠丝杠等
加工淬火后钢件可根据工件信息及加工信息还有 此淬硬钢是连续切削亦或是断续切削或余量大小确定三种刀具方案如下:
精车(连续切削)淬火后钢件用BN-H10牌号刀片 单边余量控制在0.30mm以内即可。
成熟切削参考参数:线速度 120-180m/min 进给量Fr=0.07-0.20 mm/r 吃刀量ap≤0.30mm 亦可根据机床刚性及加工工艺调整切削参数。
加工(中等断续切削)淬火后钢件用BN-H20牌号刀片 单边余量控制在0.30mm以内
线速度 进给量 相对下浮即可 线速度 110-150m/min 进给量Fr=0.05-0.13吃刀量保持不变
加工(高强度断续切削)淬硬钢用BN-H21牌号刀片 硬度高 耐冲击 耐磨性好 光洁度高。
BN-H10 BN-H20 BN-H21牌号 刀片 均属于通焊型不带后角刀片 刀片性能优势:硬度高、耐磨性好、耐冲击、光洁度高。从经济性上讲: 通焊型 刃口多 光洁度要求不高的话 一个刃口耐用时间三个小时左右。刀片形状: 菱形(四个刃)、三角形(六个刃)桃形刀片(六个刃)。
一些典型零部件加工案例如下:
    厂家直销 质量有保证,全程技术跟踪服务。 厂家直销 质量有保证,全程技术跟踪服务。
淬火钢精车加工超硬立方氮化硼刀具CBN刀片-高精度高耐磨性
| 




