| 详细介绍:
可以精确控制温度避免烧伤的漆包线焊接机,漆包线脉冲热压机 www.cn-ln.net
漆包线焊接究竟是选用点焊机还是脉冲热压机
----广州蓝能电子科技
漆包线焊接机原理对比:
漆包线点焊机原理:
点焊机配用中频逆变直流焊接电源,配以精密加压机头和专用焊头(耐高温大电阻材料),焊头正负电极成左右连接,焊头压住漆包线时,大电流短时间流经焊头,焊头瞬时产生热能,锡瞬间熔化和固化,锡覆盖线。
漆包线脉冲热压机(脉冲电流加热)原理
1、漆包线焊接脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的正确性。
2、脉冲电流加热装置是瞬间加热方式,只在需要熔化焊锡时进行通电加热。
3、金属制的焊咀有电流通过时发热后熔化焊锡。焊锡熔化后停止通电、进行冷却。加压状态直到焊锡凝固为止,可以得到高信赖性的没有虚焊、浮起的焊接。
漆包线焊接机优势对比:
漆包线点焊机优势
1、 效率更快。放电时间往往在几毫秒――几十毫秒。适应高生产效率要求。
2、 适应各种焊点(焊盘),焊点(焊盘)可以不用加锡、镀锡。
3、 能精确控制电极电流或电压,但不能控制电极的温度。
漆包线脉冲热压机(脉冲电流加热)优势:
1、 能够精确控制电极(焊头)温度,精确控制到正负2度,避免对焊接产品烧伤;
2、 焊盘(焊点)需要镀锡层(或印刷锡层),漆包线能够更好的被锡覆盖,能达到更大的拉拔力,漆包线变形量也较小。
3、 相对漆包线点焊机,效率较慢,加热时间需要0.3秒,加上升温冷却的时间,整个过程需要2秒多。
漆包线点焊机:


漆包线脉冲热压机

漆包线点焊机实例:
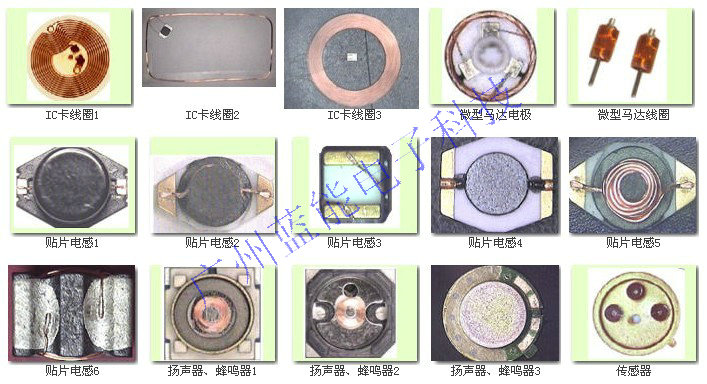
漆包线脉冲热压机实例:


广州蓝能电子在漆包线焊接中具有非常丰富的经验,我们会毫无保留的给到你指导建议:
1、 选用怎样的焊机,怎样调节参数;
2、 选用怎样的电极;
3、 选用怎样的压力下压机构;
。。。。。。。。。
| 




