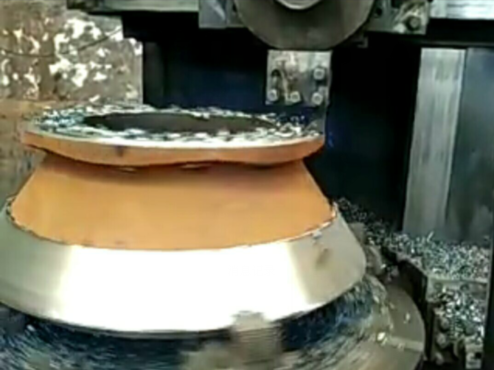
高锰钢铸件ZGMN13Cr2氮化硼刀具(CBN车刀)车削加工
高锰钢ZGMN13Cr2材料具有加工硬化这一特性,因此高锰钢铸件ZGMN13Cr2常被用于矿山机械零部件,典型零部件包括破碎机轧臼壁、破碎壁、磨辊、磨环。
零部件轧臼壁、破碎壁等大部分采用一次成型砂型铸造,而通过砂型铸造铸造出来的工件表面不规整,有夹砂 孔眼、冒口铸造缺陷。而这些铸造缺陷的存在成为了金属车削难题。高锰钢铸件机加工公司大部分采用硬质合金刀具YS ,YT,YG等系列,陶瓷刀具,立方氮化硼刀具(CBN刀具)这两种材质。硬质合金的红硬性达到500度左右,陶瓷刀具的红硬性700多。在加工过程中硬质合金出现烧刀问题比较严重(磨损量很大),由于工件表面有孔眼的存在类属于断续加工,硬质合金也有打刀问题,陶瓷刀具特性硬而脆,在遇到夹砂,孔眼时极易崩刀,使用精车还可以。立方氮化硼刀具的红硬性可达到1370摄氏度,比金刚石的红硬性几乎高出一倍而且整体式立方氮化硼刀具有很高耐冲击性,耐磨性。
以加工高锰钢铸件破碎机轧臼壁为例
工件名称:轧臼壁(高锰钢铸件)
机床型号:1.6立车,2.5立车
刀片材质:BN-S20
刀杆型号:CSRNR/L3232P1207,CSXNR4040S1507,CSRNR/L4040S1608
刀片型号:SNMN150716,SNMN160816,CNMN120712,SNMN120712
针对高锰钢铸件加工参数如下:
粗车高锰钢铸件,线速度Vc=80-100m/min,走刀量Fr=0.25-0.45mm/r,吃刀量ap=7-8mm。 干式切削
半精加工高锰钢铸件 线速度Vc=150-180m/min,走刀量Fr=0.10-0.15mm/r,切刀深度ap=1-3mm。干切削



整体式氮化硼刀具优势:1,更快的材料去除率,2,刀具寿命长3,生产成本低
国内品牌:华菱超硬 承诺:质量三包,全程技术跟踪服务。只要是华菱的刀具未使用过均可调货或无条件退货。





