| 详细介绍:
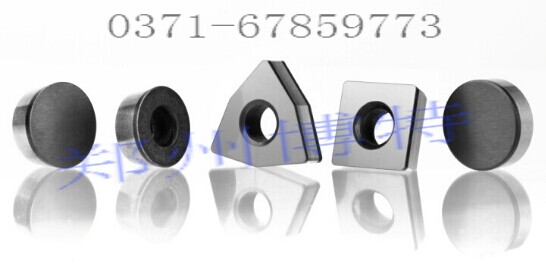
由于超硬材料刀具(CBN刀具0在加工铁系金属方面具有无与伦比的优越性,其适于高速切削技术、“以车代磨”技术,不仅可以节约成本而且大大提高了生产效率,必将使得PCBN刀具在国内得以广泛推广。同时,刀具制造商从单纯刀具供应商的地位上升至成为用户企业提高生产效率和产品质量、降低制造成本的重要伙伴的身份转变,使得PCBN刀片材料向着多元化、系列化的方向发展以适应不同材料的切削加工。PCBN刀具切削速度要根据被加工材料进行选择,一般要大大高于硬质合金刀具。切削硬度HRC55-65的淬硬钢可选切削速度为80-200m/min,由于PCBN切削硬材料是将切削区内微小区域的金属软化而进行的,因此切削速度过低时,就不能发挥PCBN刀片的切削性能。进给量一般不能大于0.2mm/r,背吃刀量一般选择小于0.3mm。PCBN整体烧结式刀片加工高锰钢磨辊,磨辊内外圆、端面车削加工工艺属于粗加工,加工余量5mm。国内首创将PCBN整体烧结刀片用于粗加工,新开发材质BTS2800,具有极高耐磨性、极高毛坯切除率,锻造毛坯直接加工,无须换刀,粗、精加工一次完成,大大提高了加工效率。在选择刀具几何参数时,要充分考虑这种钢的切削特点,应减小主偏角,增大刀尖圆弧半精,硬质合金和CBN刀片的刃口应倒棱,以增加刃口的强度。切削淬火钢时,光有好的刀具材料,而没有合理的刀具几何参数,也不能达到满意的效果。所以要根据具体的刀具材料、工件材料和切削条件,合理地选择刀具几何参数,才能有效地发挥刀具材料应有的切削性能。立方氮化硼复合刀片的硬度为HV8000~9000,复合抗弯强度为900~1300MPa,导热性比较高,耐性为1400℃~1500℃,是刀具材料中最高的。它十分适合于淬火钢的半精加工和精加工。综上所述,切削淬火钢最好的刀具材料是立方氮化硼,其次是复合陶瓷,再是硬质合金。
选购郑州博特硬质材料有限公司PCBN刀片,厂家质量三包,信誉有保证。【博特公众微信号:berlt7075 欢迎关注】
博特公众微信号:berlt7075 欢迎关注
立方氮化硼刀具:http://www.berlt.com/index1.html
PCBN刀片:http://berlt.com
http://www.berlt.com/cp_list/&pmcId=43.html
联系人:张经理
手机:15838007075
电话:0371-67859773
传真:0371-67859791
QQ:1767933462
2451376443
| 




