��ͷ���ȹ��ֽе��˵��ȹܡ���Ͳ���ȹܣ�Cartridge Heaters�����ǵ��ȹܣ���״����Ԫ������һ�֣����й�������ҵ����һ�ܾó�ν���ͺţ�M3����90����������ڵ��ȹ����й��㷺Ӧ�ã����ȹܵ���״Ҳ�ֺܶ࣬���й��Ϸ��ͽ�����һͷ���ߵ�ģ���õĵ��ȹܳ�Ϊ��ͷ���ȹܻ˵��ȹܣ�������ġ�
�ڹ����Ϊ��Ͳʽ��������Ҳ��һ������Ľз�����Ϊ��Ͳ����Բ���Σ�һͷҲ�Ƕ��������й���Ϊ��ͷ���ȹ����ɶ�ͬ��֮˵��
1����ͷ���ȹܰ����η֣�һ���Ϊ��
���͵�ͷ���ȹܣ�ֱ����2.2����5.9�L
�ڱ���ͷ���ȹܣ�ֱ����6����25�L
�۴��͵�ͷ���ȹܣ�ֱ����25����100�L
������Բ��ͷ���ȹܣ�������Բ�ε�ͷ���ȹ�����ͨ����ģ���õ���Ԫ���ĸ�����Ʒ��������һ֧��Բ�ε���Ԫ�����۶��ɣ�Ӧ������ۺ�����������ģ�״ﵽ������ϣ����й����ܶȴ�ʹ��������������Ч�ߵ��ŵ㣬��ģ�ߵ��˼���Ԫ���ĸ��»�����Ʒ�������Ƕ�Ҫ���¶ȸߣ������ٶȿ��ģ���ȡ�
�ݱ��ε�ͷ���ȹܣ��ò�ƷΪ�����������µ�ģ������Ϊ����Ԫ������Ч��,һЩ���ȵ�ģ����ʹ�á��Լ������豸��ʹ�á�
�������ε�ͷ���ȹܣ��ò�ƷΪ�����������µ�ģ������Ϊ����Ԫ������Ч��,һЩ���ȵ�ģ����ʹ�á�
���͵�ͷ���ȹܣ��ò�ƷΪ�����������µ�ģ������Ϊ����Ԫ������Ч��,һЩ���ȵ�ģ
����ʹ�á� ����ĵ�ͷ���ȹܣ����õ�ͷ�ܵĿ��Ĺܵ��������ټ��ȿ�����
2�������߱���, ��ͷ���ȹ�һ���Ϊ:
������ߵ�ͷ���ȹܣ������Ӳ˿�Ӽ��ȹ��ڲ�����,��������ϸ����ߡ����ֹ���Ϊ�����ա�
�������ߵ�ͷ���ȹܣ�������ֱ�ӴӼ��ȹ��ڲ����������ֹ��ճɱ��ߣ����Dz������ߡ�
�������ߵ�ͷ���ȹܣ��������˿�Ӽ��ȹ��ڲ�����,���������ϲ�����ά�ܡ����ֹ��ճɱ��ͣ��������ߡ�
3. ����������,��ͷ���ȹ�һ���Ϊ:
�ٸ��ܶȵ�ͷ���ȹܣ���������þ������˿������һ�㳬�߹��ʵ�ͷ�ܺ߹��ʵ�ͷ�ܶ�Ϊ�ù���������
�ڵ��ܶȵ�ͷ���ȹܣ���������þ�ܴ�˿�������ɡ�һ���й��ʵ�ͷ�ܹܺ͵����ܶȶ�Ϊ�ù���������
��PTC�Կ��µ�ͷ���ȹܣ�����ϡ���������洫ͳ����˿�������ɣ��ò�Ʒ����������ϡ�������ĵ������ԣ����Զ������¶ȡ�
4�������ʷֵ�ͷ���ȹ�һ���Ϊ��
�ٳ��߹��ʵ�ͷ��(���������ȹ�����������12-25W/CM2, �ߴ�Խ�������Խ��,����Խ��������ҲԽ��, 12-25W/CM2���Ԧ�10��100Ϊ��.��
�ڸ߹��ʵ�ͷ��(���������ȹ�����������8-12W/CM2, �ߴ�Խ�������Խ��,����Խ��������ҲԽ��, 8-12W/CM2���Ԧ�10��100Ϊ��.��
���й��ʵ�ͷ��(���������ȹ�����������5-8W/CM2, �ߴ�Խ�������Խ��,����Խ��������ҲԽ��, 5-8W/CM2���Ԧ�10��100Ϊ��, �����¶ȡ�300�棩
�ܵ����ܶ�(���������ȹ�����������2-6W/CM2, �ߴ�Խ�������Խ��,����Խ��������ҲԽ��, 2-6W/CM2���Ԧ�10��100Ϊ��, �����¶ȡ�300�棩
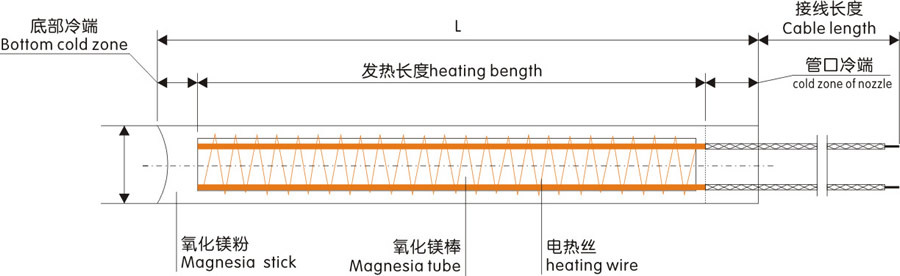
��ͷ���ȹܵ��ͽṹ������ڻ��Ľṹ���͵��ȹ���һ���ģ�һ����5��������ɣ���Ե�ӡ���ڲ��ϡ�������������ϡ�����˿���������ܡ����߶ˡ���������˿��������λ�ڽ������ܵ����룬�������칤���ǽ������͵���˿������ֹܡ�ͭ�ܻ��������ڣ����϶��ͨ������������ȵ����Ⱦ�Ե�ֵ��ȵ��������ʣ���ᾧ����þ�ۣ�Ҳ������������ྻʯӢɰ�ȣ���Ȼ�������ܻ����ܾ���ϸ��ʹ�����������ʵ���ܶȴﵽ3.3g/cm3���ϣ�����֤����˿���������������λ�ò�����ƫ�ƶ������ܱڡ���������λ����������Ϳ�����ʮ������ʹ������Ҳ������Ӧ�������10�����ϡ�����ͬ�������ĵ���Ԫ����ȣ���״���ȹܿɽ�Լ5%�ĵ��Ȳ��ϣ�����Ч�ʿɴﵽ90%���ϡ�