| 详细介绍:
广州中频电阻焊机控制器,从400A-2400A输出都能提供 www.cn-ln.net
LN大功率中频逆变电阻焊机控制器技术参数
|
型号
|
LND-400A
|
LND-800A
|
LND-1200A
|
LND-2400A
|
|
输入电压
|
380V
|
380V
|
380V
|
380V
|
|
输出电压
|
单相PWM 输出500V
|
单相PWM 输出500V
|
单相PWM 输出500V
|
单相PWM 输出500V
|
|
输出电流
|
400A
|
800A
|
1200A
|
2400A
|
|
焊接电流可达
|
20000A
|
30000A
|
40000A
|
80000A
|
|
逆变频率KHZ
|
1
|
1
|
1
|
1
|
|
三段加热过程
|
预热、焊接、回火
|
预热、焊接、回火
|
预热、焊接、回火
|
预热、焊接、回火
|
|
焊接规范数
|
64组
|
64组
|
64组
|
64组
|
|
控制方式
|
定电流、电压
|
定电流、电压
|
定电流、电压
|
定电流、电压
|
|
电流、电压、功率监控
|
有
|
有
|
有
|
有
|
|
焊点计数功能
|
有
|
有
|
有
|
有
|
|
冷却水
|
流量 6L/MIN,温度≤30℃
|
流量 6L/MIN,温度≤30℃
|
流量 6L/MIN,温度≤30℃
|
流量 6L/MIN,温度≤30℃
|
|
|
|
|
|
|
|
|
|
|
|
|
LN大功率中频逆变电阻焊机控制器特点
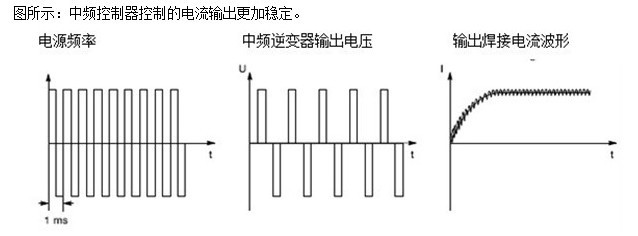
中频逆变器输出电流为直流形式。所以焊接过程更加容易控制,焊接速度更快,而且焊接过程更加稳定。本机的焊接频率为1kHz,所以相对于50hz电源来说,电流的调节过程更快更准确。如图所示:中频控制器控制的电流输出更加稳定。
逆变中频控制器有着如下的优点:
1.二次焊接回路中流过的电流是直流的。因此由于深入焊接工件中不同的浸深而产生的二次回路中的感抗对焊接电流的影响大大减小。
2.焊接变压器的质量大大减轻。
3.电极寿命更长。
4.可以焊接铝和镀锌金属等材料,焊接结果良好。
5.尤其适合于三层板焊接、非常薄的材料的焊接以及精密焊接的要求。
6.少飞溅
7.对于电流的控制提高了焊点的质量。
自适应能量控制功能(恒功率、恒电压等模式控制)
自适应控制是在焊接变压器次级直接测量整个焊接过程中的次级电流和次级电压,依此计算出动态电阻,根据动态电阻的变化,调整焊接电流和焊接时间。可以对焊接电流、焊接时间、焊接功率及焊接的压力等进行全闭环控制。
有了自适应能量控制功能,可以更好的解决虚焊问题,焊接一致性问题。
中频逆变电阻焊机控制器和工频交流控制器的对比
1. 中频焊机焊接电流接近完全直流,由于没有明显的峰值电流,熔核尺寸稳定扩大,几乎没有飞溅,焊接质量稳定、热效率高。与工频焊机相比,中频焊机焊接电流可降低40%,电极使用寿命大大延长。
2. 中频焊机变压器重量和体积小,输入功率低,便于采用连变压器式焊钳。当运用于机器人点焊操作时,可使机器人的负荷减轻,而工频焊机在自动线上运用时则需要负载能力更强的机器人。
3. 中频焊机的响应速度是工频焊机的20倍,电流能够更快地达到设定值,更准确地分析参数,焊接质量控制更精确。
4. 中频焊机三相负荷均衡,功率因数高(0.9左右),节能。而两相工频焊机,工作时很难保证相电压之间的均衡,功率因数低(0.6左右),三相工频焊机则很难实现恒流输出。
5. 中频焊机适用多种材料及异种金属的焊接,如铝合金、不锈钢、高强度钢板等材料。另外,对于镀锌板和普通多层板的焊接,其焊接质量也远高于工频焊机的焊接质量。而工频焊机只适应焊接性能好的材料,如低碳钢板。
从综合性能来看,中频焊机运行的能源成本比工频焊机节约近1/3,适合自动线运用,控制智能化程度高,适应材料范围广,符合汽车安全性要求增高和新材料焊接发展的方向,在汽车行业会有越来越广泛的应用。
更多信息请点击以下链接:
中频点焊机在汽车等行业钢板焊接的应用
先进的中频直流阻焊(中频点焊机)技术
怎样提高镀锌板的焊接质量
中频逆变电源与其它焊接电源的权威对比
再谈铝板铝合金的焊接
铝合金铝板应该怎样焊接
中频(变频)交直流点焊机详细介绍
电阻点焊机焊接时电极材料的选择
| 




