| ��ϸ���ܣ� ����
FFC�Զ����ӻ�����������������Ч�ʿ죬���ʸ�--�������ܵ��� www.cn-ln.net 

FFC��ѹ��
1����ƽ�ߴ��ȿ죬����ʱ�䳤�������ˣ�pitchСʱ��Ҳ���������������Ҫ���¸��죬�¿ؾ��ȸ��ߵ�������ѹ����
2�������������ʽ������ѹ��������FFC������ʱ��ֻ��0.3�룬��������ֻ��2.5-3�룻
3��������������ѹ��������Ч���dz��ã����麸������������·�������ˡ�
FFC��ѹ��ԭ��
1�������Դ���ȷ�ʽ������������������⡢�ѵȸߵ������ʱ�����Ľ�����ȥ���Ⱥ��ӵķ�ʽ��һ��Ҫ�ڼ��Ⱦ�ǰ���������ȵ�ż���ɴ˶������������ʵʱ�����ؿ��Ƶ�Դ�������趨�¶ȵ���ȷ�ԡ�
2�������������װ����˲����ȷ�ʽ��ֻ����Ҫ�ۻ�����ʱ����ͨ����ȡ�
3�������Ƶĺ����е���ͨ��ʱ���Ⱥ��ۻ������������ۻ���ֹͣͨ�硢������ȴ����ѹ״ֱ̬����������Ϊֹ�����Եõ��������Ե�û���麸������ĺ��ӡ�
FPC��ѹ�������ƣ�
1��������ҵ������ߺ���Ч�ʣ�����һ��ĺ��Ӳ�������
2������һ���Ժã�
3����·���麸��������ĺ���
FFC��ѹ�����ص㣺
1�������Ƚ��Ķοؿ���ϵͳ����������ø��μ���״̬�����¶ȡ�ʱ��Ȳ����ܸ߾��ȵؼ��Կ��ơ�
2������Ѹ���ȶ����ֲ�˲ʱ���ȷ�ʽ�����õ����ƶ���ΧԪ������Ӱ�졣
3����ѹʱͨ����ȺͶϵ���ȴͬʱ���С���ֹ�˽�ϲ������麸�����ʺ������Բġ��߲ĵ���ѹ�����������Ӽ���֬ճ�ᡣ
4����ʾ���ε��¶ȡ�
5���ȵ�ż�ıջ����߷�����������¶ȵľ�ȷ�ȣ��¿ؾ�����3%���ҡ�
6������ѹ��������ʱ�䡢�����¶ȿɾ�ȷ���ڡ�
7���ɴ���20�麸�Ӳ���������Ʒʱ�dz����㡣
8���������һ����ɣ�Ч�ʸߡ�һ���Ժá�����ǿ�ȸߡ��������ۡ�������
9��10��εĺ�ͷ����,Ϊ��ͻ������ֵ.
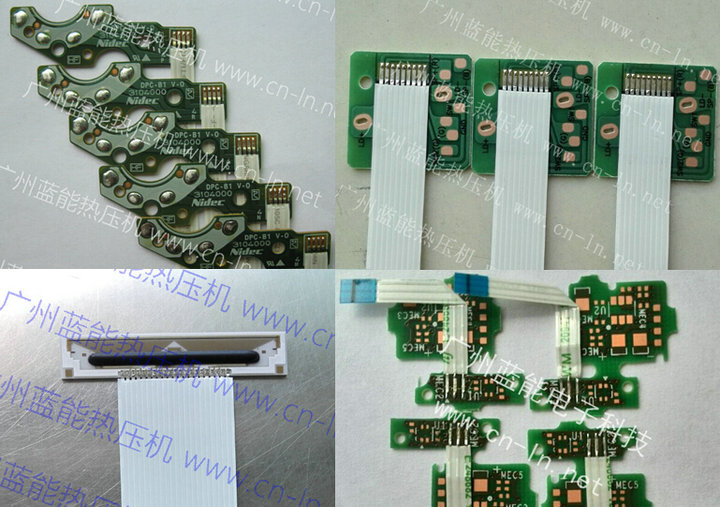
�ر�������FPC TO PCB / HSC(����ֽ) TO FPC(������·��)/ HSC TO LCD /TAB TO PCB ������TAB�Ȳ�Ʒ�ĺ���.
FFC��ѹ����Ӧ����
1��LCD��PDP���ֻ��ȵ��Ӳ�Ʒ�ڵ�������·�����ѹ�ӡ��������ӵȡ�
2��HDD����Ȧ�����ݡ������������������ߵĺ������ӡ�
3�����Ե�ͨ�Ż����ڵ����¡����ӿڵĺ������ӡ�
4������������ֻ��ȵ�CMOS��CCD��FPC��ĺ������ӡ�
5���̵�������ӡ����С������ȵ���֬��ѹ��ϡ�
6���������ڲ��Ľ�����ѹ��ϡ�
7������ͷ����FPC�ĺ�������
LNR FFC��ѹ��������ԭ��
LNRϵ�����ֱ����ѹ���ӵ�Դ�Dz���IGBT��似���������Ƽ������ִ��������Ӽ������������͵�Դ�����豸ԭ����ͼ1�����ڲ���AC��DC��AC��DC�ı任������ʱ����ƴﵽ���뼶���ȡ�������Ӧ�Ϳ��ƾ��ȴ����ߣ�ֱ�������ͼ2��ʹ���ӹ������������ƣ���似����ʹ�豸����С�͡����ܸ�Ч��һϵ���ŵ㣻��������MCU������Ӽ����IJ���ʹ���豸�߱��ִ��豸�����㹦�ܣ��������ֿ��ơ���ء���������뱣�������ݴ���ȣ��豸������ȫ�����㡢��Ӧ��㡣�����豸�ر��ʺ���ͭ��������ɫ�������ϵĵ㺸���Ͻ���ϵĵ㺸����������ĵ㺸��������Ʒ�ĵ㺸��
LNR-02���ʽFFC��ѹ�����ص㣺
1��ֱ����������ӵ���Ϊ����ֱ�����Ҳ��ƶ�С�����������㲻�������ȹ�����ȱ�㣬�������У�����˺�����Ч�ʣ�����ɫ�������Ϻ�һЩ�Ѻ����ϵĺ����ر��ʺϣ����ӹ����ȶ�����������������ߡ�ͬʱ���缫��������ӳ���
2������������MCU�����ƣ������¶ȼ�ع��ܡ�
3������Ų��������ؼ�������С������ģ���С��Ÿ��š�
4�������¶�ʧ�������ֵ���ޡ���ѹ���ޡ����ȵȹ�������뱨�����ܡ�
5������ŵ���ʧ���Զ��ضϣ���ǿϵͳ������
6�����μ����趨�����¶Ȼ����������ܣ�ʱ�����Χ�趨��0��250ms�������ø��Ӻ��ӹ�����Ҫ��
7��20��������棬������ֺ���Ʒ��ʹ�á�
8��240x128 LCD��ʾ��ͬʱ��ʾ�������ݡ�
9����ǿ���ⲿͨѶ���ܣ����ӽ��������ϡ������źš�RS-232����ͨѶ�ڣ������Զ���ʹ�á�
10�����ݴ洢����EEPROM������������⡣
11����Ӧ�ٶȿ졣���ڲ����˽ϸߵ����Ƶ�ʣ�4kHz����ͨ��ʱ���������Ϊ0.25ms����ͨ������������20ms���80�������ƾ���������ߡ�����ݴ��ܺ�����ȣ������ŵ磬�ɿ���������ǿ���ر��ʺ��ھ��ܼ��ĺ��Ӻ��������߾��ȡ����ٶȺ��ӡ�
12�������Ƚ��Ķοؿ���ϵ�y,��������ø��μ���״̬. ���¶ȡ�ʱ��Ȳ����ܸ߾��ȵؼ��Կ��ơ�
13������Ѹ���ȶ����ֲ�˲ʱ���ȷ�ʽ�����õ����ƶ���ΧԪ��������Ӱ�졣
14����ʾ���ε��¶ȡ�
15���ȵ�ż�ıջ����߷�����������¿صľ�ȷ�ȡ�
FFC��ѹ���ͺ�
|
�ͺ�
|
LNR-01
|
LNR-02
|
|
�����ѹ��V��
|
220V
|
220V
|
|
���س����ʣ�����
|
20
|
20
|
|
�����(kVA)
|
3
|
6
|
|
�¶��趨��Χ(��)
|
50-600
|
50-600
|
|
���Ƶ��(kHz)
|
4
|
4
|
|
���Ƚ�
|
2
|
2
|
|
�¶Ȼ�����������
|
��
|
��
|
|
�洢���ӹ淶��
|
20��
|
20��
|
|
ѹͷ����
|
��0.01mm
|
��0.01mm
|
|
�¿ؾ���
|
��3%
|
��3%
|
|
��Ʒ��С���
|
Pitch��0.01mm
|
Pitch��0.01mm
|
|
��Ʒ���ߴ�
|
80mm
|
80mm
|
|
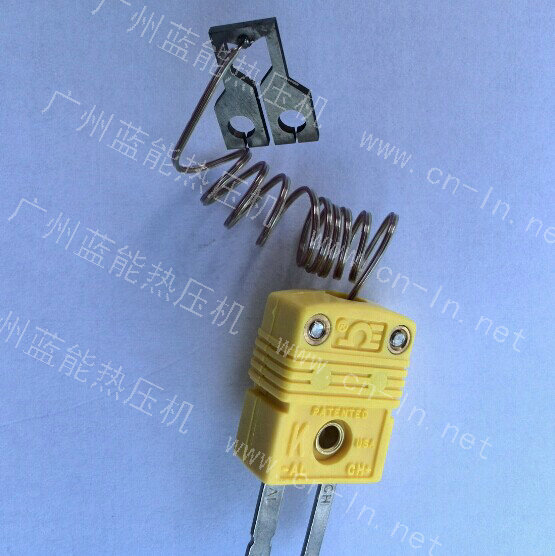
�ȵ�ż
|
E�ͻ�K�Ϳ�ѡ
|
E�ͻ�K�Ϳ�ѡ
|
|
ѹ����Χ
|
1-100
|
1-100
|
|
��ͷ�г�
|
0.1-20
|
0.1-20
|
|
���γߴ�(mm)(L*B*H)
|
435*185*320
|
435*185*320
|
|
����(kg)
|
15
|
15
|
FFC��ѹ����Ҫ�����
|
���
|
��Ҫ���
|
Ʒ��
|
����
|
|
1
|
IGBT
|
�ձ���ʿ
|
�������ǡ��й�
|
|
2
|
������
|
�¹�ABB/ŷ�ɿ�
|
�¹�
|
|
3
|
������
|
�¹�IXYS������
|
|
|
4
|
������
|
����
|
|
|
5
|
����Ԫ��
|
SMC �ǵ¿�
|
�ձ� ���й�
|
|
6
|
�̵���
|
ŷķ��
|
|
FFC��ѹ��ר�õ缫
���ǵ����ƣ�
1����˾���й�����ҵ�����߱��ĺ��ӹ��ռ�����
�ҹ�˾�з��ܹ���ʦ�ܲ�ʿ��ѹ���������躸��רҵ��һ����ʿ�����λ���������ѧ��ʿ����ʦ�����ڣ�ѹ����ѧ��ίԱ�ḱ���Ρ��ܲ�ʿӵ��30�����ѹ�����о����Բ��Ϻͺ��ӹ������ŷdz���ȵ����⣬��ȫ�п��������ҵ���ѵĺ��ӽ��������
ѡ������Ǻ������㲻�����ǹ��������ǵĺ����豸�����������һ�����ӹ���ר���Ŷ�Ϊ���ṩһ���ĺ��Ӽ���ָ�����������豸+����+����
2����ҵ��ģ���ǹ������ĸ�Ƶ���ʽ������ѹ�����쳧�ҡ�ӵ���Լ��������������з��ҡ�
3���ۺ����ã���˾�нӽ�20���з������չ���ʦ�����ۺ������������ʱ���������ǵ���ּ�Dz������ṩһ�����豸������Ҫ�ṩһ���Ĺ��ռ���֧�ֺͿ�����Ӧ���ۺ����
4����˾2012��7�±���Ϊ���¼�����ҵ����˾�����з�����ǿ��
FFC��ѹ���ṹ���

������Ϣ�����������ӣ�
1�� ������ѹ������Hot bar���������Ƴ�
2�� ������ѹ����Hot bar�������ճ�������
3�� ������ѹ����ѹͷ����ѹ����ƽ�жȡ�ѹ������
4�� ������ѹ��Ӧ��ʵ��
5�� HotBar���ӣ�������ѹ������·����Ӧ���������
6�� ������ѹ��hotbar���Ӳ��ϵ�ԭ�����
7�� HOTBAR���Ӳ������պ�����������������ͽ������
| 




