| ЯъЯИНщЩмЃК ЁЁЁЁ
ЙЉгІдАќTPE Monprene CP-28964
ШШЫмадЕЏадЬхTPE(Thermoplastic Elastomer) ЪЧвЛжжОпгаЯ№НКЕФИпЕЏадЃЌИпЧПЖШЃЌИпЛиЕЏадЃЌгжОпгаПЩзЂЫмМгЙЄЕФЬиеїЕФВФСЯЁЃОпгаЛЗБЃЮоЖОАВШЋЃЌгВЖШЗЖЮЇЙуЃЌгагХСМЕФзХЩЋадЃЌДЅИаШсШэЃЌФЭКђадЃЌПЙЦЃРЭадКЭФЭЮТадЃЌМгЙЄадФмгХдНЃЌЮоаыСђЛЏЃЌПЩвдбЛЗЪЙгУНЕЕЭГЩБОЃЌМШПЩвдЖўДЮзЂЫмГЩаЭЃЌгыPPЁЂPEЁЂPCЁЂPSЁЂABSЕШЛљЬхВФСЯАќИВеГКЯЃЌвВПЩвдЕЅЖРГЩаЭЁЃ
дкКЯГЩЯ№НК(SR)ЙЄвЕвРЭаИФадММЪѕЧѓЗЂеЙЃЌЪЕЯжВњЦЗИпадФмЛЏЁЂОЋЯИЛЏЁЂзЈгУЛЏЃЌВЂЫГгІИпаЇЁЂЕЭФмЁЂТЬЩЋЛЗБЃжЎГБСїЕФНёЬьЃЌШШЫмадЕЏадЬх(TPE)е§вдЦфгХСМЕФМгЙЄадЁЂЯ№НКЕФИпЕЏадЁЂСМКУЕФЪЪгІадЁЂОМУадвдМАЕЭЮлШОадЖјЛёЕУХюВЊЗЂеЙЃЌВњЦЗе§ШЋУцЩјШыЯ№НКМгЙЄаавЕЃЌНјШыЮШВНЗЂеЙНзЖЮЃЌБЛЙквдЁАЕкШ§ДњЯ№НКЁБЕФУРгўЁЃ
ШШЫмадЕЏадЬхзюДѓЕФГЩЙІЪЧЫќгавЛаЉУїЯдЕФгХЕуЃЌФмВПЗжШЁДњШШЙЬадЯ№НКЁЃетаЉгХЕуШчЯТ:
(1)МгЙЄНЯМђЕЅ;
(2)ЩйЛђВЛашХфСЯ;
(3)НЯЖЬЕФМгЙЄЪБМф;
(4)НЯЕЭЕФФмСПЯћКФ;
(5)ЗЯСЯБпНЧСЯПЩдйРћгУ;
(6)ВПМўГпДчКЭећИіжЪСПЕФИќбЯУмПижЦ;
(7)ИќЪЪгкИпЫйздЖЏМгЙЄ;
(8)ЪЪгкШШЙЬадЯ№НКВЛПЩааЕФМгЙЄ(ДЕЫм);
(9)ШШЫмадЕЏадЬхЕФИќЕЭЕФУмЖШЃЌЖјЪЙЕЅЮЛжиФмЕУЕНИќЖрЕФВПМўЁЃ
TPE ШШЫмадЕЏадЬхTPE(Thermoplastic Elastomer) ЪЧвЛжжОпгаЯ№НКЕФИпЕЏадЃЌИпЧПЖШЃЌИпЛиЕЏадЃЌгжОпгаПЩзЂЫмМгЙЄЕФЬиеїЕФВФСЯЁЃОпгаЛЗБЃЮоЖОАВШЋЃЌгВЖШЗЖЮЇЙуЃЌгагХСМЕФзХЩЋадЃЌДЅИаШсШэЃЌФЭКђадЃЌПЙЦЃРЭадКЭФЭЮТадЃЌМгЙЄадФмгХдНЃЌЮоаыСђЛЏЃЌПЩвдбЛЗЪЙгУНЕЕЭГЩБОЃЌМШПЩвдЖўДЮзЂЫмГЩаЭЃЌгыPPЁЂPEЁЂPCЁЂPSЁЂABSЕШЛљЬхВФСЯАќИВеГКЯЃЌвВПЩвдЕЅЖРГЩаЭЁЃ
ЫмМўзЂЩфЫйЖШЕФбЁдё
зЂЫмМгЙЄЙ§ГЬЕФПижЦЖдзюжеЕФСуМўжЪСПКЭЙЄвеЕФОМУадгазХжБНгЕФгАЯьЁЃЖдМгЙЄЙ§ГЬЕФПижЦВЮЪ§БиаыЩюШыбаОПвдРћгкЛёЕУзюДѓЕФаЇвцКЭзюКУЕФСуМўжЪСПЁЃЫцзХМвЕчВњЦЗЕФВЛЖЯИќаТЃЌжЦЦЗЩшМЦЕФИДдгГЬЖШВЛЖЯдіДѓЃЌЖдзЂЫмжЦМўФкдкКЭЭтдкЦЗжЪвЊЧѓВЛЖЯЬсИпЃЌИјзЂЫмЦѓвЕЕФФЃОпжЦдьЁЂЙЄвеЕїећПижЦвВОЭЬсГіСЫИќИпЕФвЊЧѓЁЃЫцзХФЃОпМгЙЄЪжЖЮЁЂОЋЖШЕФВЛЖЯИќаТЬсИпЃЌЪЙЕУИДдгЛЏЕФжЦЦЗЩшМЦЕУвдЪЕЯжЃЛЫцзХзЂЫмЛњЕчЦјПижЦЩшМЦЕФВЛЖЯИќаТЭъЩЦЃЌЪЙЕУИДдгНсЙЙФЃОпЩњВњГіНЯКУжЪСПЫЎЦНЕФжЦЦЗгаСЫБЃеЯЁЃгаСЫЯШНјЕФЩшБИКЭСМКУЕФФЃОпЃЌЛЙЕУгаНЯКУЕФЙЄвеПижЦЫЎЦНЃЌВХФмЪЙЛњЦїЁЂФЃОпЁЂжЦЦЗШ§епЕУвдЭъУРЕФНсКЯЁЃзЂЫмЙ§ГЬжазюживЊЕФЙЄвеЬѕМўЪЧгАЯьЫмЛЏСїЖЏКЭРфШДЕФЮТЖШЁЂбЙСІЁЂЫйЖШКЭЯргІЕФИїИізїгУЪБМфЁЃЖјетаЉвђЫижЎМфгжЪЧЯрЛЅгАЯьКЭжЦдМЕФЃЌШчЬсИпШлЬхЁЂФЃОпЮТЖШЃЌдђПЩвдНЕЕЭзЂЩфбЙСІКЭЫйЖШЕШЃЌЗДжЎдђашвЊдіМгзЂЩфбЙСІКЭЫйЖШЁЃИїжжЙЄвеЬѕМўжагАЯьЕФКЫаФдкгкЫмСЯЕФеГЖШБфЛЏЃЌетвЛЕуЖдгкзЂЩфЙ§ГЬжаВЮЪ§ЕФКЯРэбЁдёвдМАЯрЛЅжЎМфЕФгАЯьжСЙиживЊЁЃЫцзХШЫУЧЖдЫмСЯШлЬхдкзЂЩфЙ§ГЬжаЕФСїЖЏКЭаЮБфЕФбаОПЕФЩюШыЃЌдНРДдНШЯЪЖЕНзЂЩфЫйЖШЕФВЮЪ§бЁдёЖдЬсИпВњЦЗжЪСПЕФживЊадЁЃ

зЂЩфЫйЖШИпЕЭЕФЬиЕу
дкзЂЩфЙ§ГЬжаВЩгУИпЫйзЂЩфДцдквдЯТгХЕуЃК
ЂХМѕЩйзЂЩфЪБМфЃЌЫѕЖЬГЩаЭжмЦкЃЛ
ЂЦЬсИпЫмСЯЕФСїГЬЃЌгаРћгкБЁБкжЦМўЕФГЩаЭЃЛ
ЂЧЬсИпжЦЦЗЕФБэУцЙтдѓЖШЃЛ
ЂШПЩвдЬсИпШлНгЯпЕФЧПЖШЃЌЪЙШлНгЮЦВЛУїЯдЃЛ
ЂЩЗРжЙВњЩњРфШДБфаЮЕШЁЃ
дкзЂЩфЙ§ГЬжаВЩгУЕЭЫйзЂЩфДцдквдЯТгХЕуЃК
ЂХЗРжЙГЩаЭжЦЦЗВњЩњЗЩБпЃЛ
ЂЦЗРжЙВњЩњХчЩфЮЦКЭСїЖЏЮЦЃЛ
ЂЧЗРжЙВњЩњШМЩегЁЃЛ
ЂШЗРжЙЫмСЯШлЬхВњЩњМаЦјЯжЯѓЃЛ
ЂЩЗРжЙВњЩњЗжзгШЁЯђБфаЮЕШЁЃ
ИпЫйзЂЩфЕФгХЕувВе§ЪЧЕЭЫйзЂЩфЕФШБЕуЃЌЗДжЎврШЛЁЃвђДЫЃЌдкзЂЩфЙ§ГЬжаВЩгУИпЫйКЭЕЭЫйЕФзщКЯОЭПЩвдГфЗжРћгУИїздЕФгХЕуЃЌБмУтИїздЕФШБЕуЃЌДгЖјБЃжЄВњЦЗЕФжЪСПКЭЙЄвеЕФОМУадЁЃетвВОЭЪЧЮвУЧЦНГЃЫљжИЕФЖрМЖзЂЩфММЪѕЃЌетдкЯжДњзЂЫмЛњЩЯвбЦеБщЪЙгУЁЃФПЧАДѓЖржааЭвдЩЯЕФзЂЫмЛњвбгаЮхЁЋСљМЖзЂЩфбЙСІЁЂЫйЖШБфЛЏвдМАШ§ЁЋЫФМЖБЃбЙбЙСІБфЛЏЃЈвђБЃбЙНзЖЮЃЌШлЬхвбГфТњаЭЧЛЃЌДЫЪБШлСЯОБЃбЙбЙСІСїШыаЭЧЛЕФВЙЫѕСЯвбОгаЯоЃЌЙЪБЃбЙЫйЖШЕФгАЯьВЛДѓЃЉЁЃ
зЂЩфЫйЖШбЁдёЕФддђ
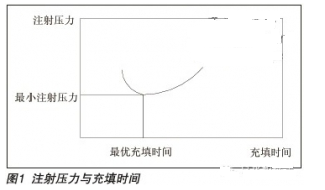
гЩгкЫмСЯжЦЦЗЕФаЮзДИДдгЃЌЫмСЯШлЬхдкзЂЩфЙ§ГЬжаСїОжїСїЕРЁЂЗжСїЕРЁЂННПквдМАФЃЧЛжаИїИіЖЯУцЕФСїЖЏгыаЮБфМЋЮЊИДдгЁЃНќФъРДЃЌЭЈЙ§СїБфбЇЕФбаОПвдМАНсКЯCAEММЪѕЃЌЕУГіНсТлЃКвЊЪЙжЦЦЗжЪСПКУЖјЧвФкгІСІаЁЃЌзюживЊЕФЬѕМўЪЧБиаыЪЙШлЬхЕФСїГЁКЯРэОљдШЃЌвВОЭЪЧШлЬхСїЖЏЧАбиЫйЖШдкзЂЫмЙ§ГЬВЛЭЌЪБПЬСїОВЛЭЌНиУцЪББЃГжОљдШЮШЖЈЃЌМДЯпЫйЖШБиаыБЃГжКуЖЈЃЌV=ГЃСПЁЃетбљЩњВњГіЕФжЦЦЗжЪСПКУЃЌВЛвзГіЯжЫѕБёКЭЬюГфВЛзуЕШШБЯнЃЌЭЌЪБШлЬхдкаЭЧЛФкЕФСїЖЏГЁОљдШЃЌБЃжЄСЫОлКЯЮяЗжзгШЁЯђЕФКЯРэЃЌПЩЛёЕУНЯКУЕФжЦЦЗБэУцжЪСПЁЃ
гЩгкзЂЫмжЦЦЗМИКЮаЮзДИДдгЃЌЫмСЯШлЬхСїОФЃЧЛИїЖЯУцЕФУцЛ§гаДѓгааЁЃЌзшСІвВгаДѓгааЁЃЌвђДЫСїСПQ=VЁСSЃЈSЮЊЖЯУцУцЛ§ЃЉвВЪЧБфСПЃЌетОЭдьГЩСЫСїСПЪЧЪБМфЕФКЏЪ§ЙиЯЕЃЌЭЌЪБзЂЩфбЙСІвВЪЧЪБМфЕФКЏЪ§ЙиЯЕЃЌМцЙЫЕНЙЄвеЕФОМУадМДЫѕЖЬзЂЩфЪБМфКЭГЩаЭжмЦкЃЌвђДЫашвЊгУЖрМЖзЂЩфРДЪЕЯжЃЌДгЖјБЃжЄжЦМўЕФжЪСПКЭОМУадЁЃ
зЂЩфЫйЖШЕФКЯРэбЁдё
ИљОнзЂЩфЙ§ГЬжаШлЬхЕФСїЖЏЃЌЮвУЧвЛАуНЋзЂЩфЫйЖШЛЎЗжЮЊЮхИіВПЗжЃК
ЕквЛВПЗжЮЊжїСїЕРКЭЗжСїЕРВПЗжЃЌддђЩЯВЩгУИпЫйГфЬюЃЌетбљПЩвдЫѕЖЬГЩаЭжмЦкЃЌЕЋБиаыПМТЧЕФЪЧДЫИпЫйзЂЩфВЛгІЪЙБэУцГіЯжжЪСПВЛМбЕФЯжЯѓЃЛ
ЕкЖўВПЗжЮЊННПквдМАННПкИННќЕФжЦЦЗВПЗжЃЌетвЛНзЖЮеыЖдВЛЭЌдВФСЯвдМАННПкаЮЪНзїЯргІЕФБфЛЏЃЌЭЈГЃВЩгУНЯЕЭЕФзЂЩфЫйЖШЃЌЬиБ№ЪЧЖдгкИпеГЖШЕФЪїжЌЃЌШчPCЁЂPMMAЁЂABSЕШЃЌвдМАВрННПкЃЈжБГхННПкЃЌШчЙёЛњЭИУїЦЌЁЂДАЛњУцАхУХИЧМАзнЯђвЖЦЌЕШЃЉЃЌЗРжЙГіЯжХчЩфЮЦвдМАННПкЮэАпЕШЯжЯѓЁЃШєННПкВЩгУЕуННПкЛђДюНгЪНННПкВЂЧвдВФСЯЮЊЕЭеГЖШЕФЪїжЌШчPPЁЂPAЁЂPBTЕШвдМАННПкИННќБэУцжЪСПвЊЧѓВЛИпЕФЧщПіЯТЃЌдђПЩВЩгУИпЫйзЂЩфЃЛ
ЕкШ§ВПЗжЮЊГЩаЭжЦМўЕФжїЬхВПЗжЃЌвВОЭЪЧННПкИННќЕФжЦЦЗБЛГфЬюКѓЕНГЩаЭжЦМўжиСПдМ70%ЁЋ80%зѓгвЃЌетвЛВПЗжВЩгУИпЫйзЂЩфЕФддђЃЌФПЕФдкгкЫѕЖЬГЩаЭжмЦкЃЌМѕаЁШлЬхдкН№ЪєФЃЧЛФкЕФеГЖШБфЛЏЃЌЭЌЪБЛЙПЩЬсИпжЦЦЗБэУцЕФЙтдѓЖШЃЌВЂФБЧѓМѕЩйгЩгкзюКѓГфФЃЪБЫмСЯбЙСІНЕЕЭЖјв§Ц№ЕФБфаЮЃЌЬсИпШлНгЗьЧПЖШЃЌИФЩЦШлНгЯпЭтЙлЃЛ
ЕкЫФВПЗжЮЊНгНќгкПьГфТњаЭЧЛ85%ЁЋ90%зѓгвЃЌетвЛВПЗжВЩгУжаЫйзЂЩфЃЌФПЕФЪЧЮЊЯђЯТвЛНзЖЮЕФЕЭЫйзЂЩфНјааЙ§ЖЩЃЌЭЌЪБЗРжЙГЩаЭжЦЦЗЦЋКёвдМАгЩгкННПкВЛОљКтЖјВњЩњЗЩБпЃЛ
ЕкЮхВПЗжЮЊзюжеГфТњаЭЧЛВПЗжЃЌДЫДІгІВЩгУЕЭЫйзЂЩфЃЌЗРжЙВњЩњЗЩБпЁЂШМЩегЁЃЌВЂЧвЬсИпжЦЦЗЕФГпДчКЭжиСПЕФЮШЖЈадЃЌЭЌЪБЛЙПЩвдПижЦНЕЕЭЫјФЃбЙСІЁЃ
зЂЩфЫйЖШЧњЯпЕФИјЖЈгыаое§
жЊЕРСЫзЂЩфЫйЖШЕФбЁдёддђКЭКЯРэЗжВМЃЌдкЪЕМЪВйзїЙ§ГЬжаШчКЮзМШЗЕиЩшЖЈзЂЩфЫйЖШЧњЯпвВОЭГЩСЫЙЄвеШЫдБАбЮеЕФжиЕуЁЃзЂЩфЫйЖШЕФИјЖЈЃКЙЄвеШЫдБдкЩшЖЈзЂЩфЫйЖШЧњЯпЪБгІАбЮеСНЕуЃЌЂХЪЧзЂЩфЫйЖШЕФДѓаЁЃЌЂЦЪЧзЂЩфЮЛжУЕФИјЖЈЁЃЭЈГЃЕФзіЗЈЪЧВЩгУЁА0зЂЩфЗЈЁБИјЖЈТнИЫзЂЩфЮЛжУЃЌМДНЋЕкЖўЖЮзЂЩфбЙСІЁЂЫйЖШжУгк0ЃЌЕїећзЂЩфЮЛжУРДЙлВьЪЕМЪзЂЩфГЩаЭжЦЦЗЕФДѓаЁаЮзДЃЌгыЫљашШЗЖЈЕФЮЛжУНјааБШНЯРДШЗЖЈЃЌШЛКѓдйИјЖЈЖўМЖзЂЩфбЙСІЁЂЫйЖШЁЂЮЛжУЃЌНЋШ§МЖзЂЩфбЙСІЁЂЫйЖШжУгк0ЃЌЭЌбљБШНЯЪфШыЕФЮЛжУЪЧЗёКЯРэЃЌвРДЫРрЭЦШЗЖЈИјСЯСПЃЛШЛКѓЕїећЫйЖШЃЌвЛАугЩЕЭЯђИпНјааЕїећЃЌдкВЛгАЯьВњЦЗБэУцжЪСПЕФЧАЬсЯТЃЌОЁСПВЩгУИпЫйГфЬюЃЌвдЫѕЖЬГЩаЭжмЦкЁЃзЂЩфЫйЖШЕФаое§ЃКдкаое§зЂЩфЫйЖШЧњЯпЪБашЗДЯђШЗЖЈЃЌМДЪзЯШШЗЖЈЕїећзЂЩфЫйЖШЃЌШЛКѓНјаазЂЩфЫйЖШБфЛЏЕФзЊЛЛЮЛжУЕФИДКЫЃЌвђЮЊдкИјЖЈзЂЩфЧњЯпЪБзЂЩфЮЛжУЛљБОЩЯЗћКЯЮвУЧЕФдЄЦкЃЌШЛЖјгЩгкзЂЩфЫйЖШЕФБфЛЏЛсЪЙЯрЭЌзЂЩфЫйЖШзЊЛЛЮЛжУЕФГфЬюНсЙћВњЩњЦЋВюЁЃ
дкНјааЖрМЖзЂЩфЪБЃЌзЂЩфбЙСІКЭзЂЩфЫйЖШвВЪЧЯрЛЅЙиСЊЃЌЯрЛЅгАЯьЕФЁЃЕБГфЬюЪБМфКмЖЬЪБЃЌгЩгкСїГЬНЯГЄЃЌШлЬхЕФСїЖЏЫйТЪЃЈзЂЩфЫйЖШЃЉвВдНИпЃЌвђЖјашвЊЕФзЂЩфбЙСІвВдНИпЁЃСэЭтЃЌдіМгГфЬюЪБМфЃЈМДНЕЕЭзЂЩфЫйЖШЃЉЃЌОлКЯЮяЪмРфШДЪБМфвВГЄЃЌДгЖјЪЙЕУОлКЯЮягіЕНРфФЃОпЖјВњЩњЕФРфЖГВувВдНКёЃЌЕМжТСЫжаМфШлШкСїЖЏВуЕФМѕБЁЃЌШлЬхЕФеГЖШдіДѓЃЌзшСІдіМгЃЌвђДЫвВашвЊНЯИпЕФзЂЩфбЙСІВХФмГфТњаЭЧЛЁЃвђДЫдкЕїећзЂЩфбЙСІЪБгІНЋзЂЩфбЙСІЕїећЕУЩдИпвЛаЉЃЌетбљПЩвдЪЙЕУЭЈЙ§ЕїећИїЖЮЕФзЂЩфЫйЖШДгЖјзМШЗЕиПижЦВњЦЗЕФЗЩБпКЭШБСЯвдМАЦфЫќШБЯнЁЃетвВОЭЪЧгюВПзЂЫмЛњЕФбЙСІЁЂЫйЖШПижЦЩшМЦЕФЫМЯыЃКзЂЩфбЙСІЮЊвЛЖЮЃЌзЂЩфЫйЖШЮЊСљЖЮЃЌЭЈЙ§зЂЩфЫйЖШЕФЕїећРДАбЮеПЫЗўВњЦЗЕФШБЯнЁЃ
ЪЕР§ЗжЮі
ЙёЛњКсЬѕЗжЮі
зЂЫмЛњЃК220t
ННПкаЮЪНЃКВрННПк
ВФСЯЃКABS
вЊЧѓЃКНтОіННПкСїКлЃЌжЦЦЗЪеЫѕЁЃ
ВњЩњдвђМАНтОіЗНЗЈЃКННПкСїКлЪЧгЩгкШлЬхХчЩфВњЩњСїЖЏЮЦЃЛФЃОпЩЯНЋННПкХчЩфНЧЖдзМаЭаОЃЌБмУтжБНгХчЩфЃЌСэЭтЙЄвеЕїећНЋШлЬхСїОННПкЪБЗХТ§зЂЩфЫйЖШЁЃгЩгквЛМЖзЂЩфЫйЖШЗХТ§ЃЌШлЬхгіЕНРфФЃОпЪБФ§ЙЬЧвФ§ЙЬВуНЯКёЃЌЫљашзЂЩфбЙСІНЯДѓЃЌвђДЫНЋЖўМЖзЂЩфЫйЖШЬсИпЃЌМѕЩйГфЬюЪБМфЃЌОЁСПНЕЕЭзЂЩфбЙСІЃЌЭЌЪБЗРжЙжЦЦЗЪеЫѕЃЌД§ПьвЊГфЬюТњаЭЧЛЪБНЋзЂЩфЫйЖШМѕТ§ЃЌвдЗРЗЩБпГіЯжЁЃ

ЙёЛњЩЯУцАхЗжЮі
зЂЫмЛњЃК1300t
ННПкаЮЪНЃКВрНјННЩШаЮННПк
ВФСЯЃКABS
вЊЧѓЃКНтОіШкКЯСїКлЃЌжЦЦЗЪеЫѕЃЌМѕЧсШлНгЯп
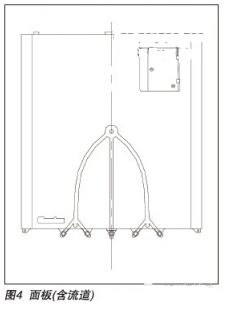
ВњЩњдвђМАНтОіЗНЗЈЃКШкКЯСїКлЪЧгЩгкШлЬхОЙ§ЮхИіЕуННПкЪБМєЧаФІВСЮТЖШЩЯЩ§ЃЌОЙ§ВрНјННгіЕНРфЕФФЃОпБкКѓбИЫйРфШДЃЌСНЙЩСЯСїЛсКЯКѓЙВЭЌЯђЧАЭЦНјЪБЯрЛЅФІВСМєЧаЕМжТШлЬхЦЦСбЖјВњЩњШкКЯСїКлЁЃФЃОпЩЯНЋВрННПкжБНјННИФЮЊЩШаЮННПкЃЌдіДѓШкКЯНЧЖШЃЌЪЙЕУСНЙЩСЯСїдкОрРыННПкКмНќЕФЕиЗНОЭПЊЪМНјааШкКЯЃЌОЁСПБмУтСНЙЩСЯСїЕФЮТВювдМАЮТЖШНЕЃЌСэЭтЙЄвеЕїећНЋвЛМЖЫйЖШЗХДѓЃЌД§ШлЬхСїОННПкЪБПЊЪМЗХТ§зЂЩфЫйЖШвдМѕаЁМєЧаЫйТЪД§ГфЬюжСВњЦЗ50%ЪБЬсИпзЂЩфЫйЖШвдБЃжЄГфЬюЭъећВЂЧвЮЌГжзЂЩфбЙСІНЯЕЭЃЌМѕЧсШлНгЯпЃЌдкПьвЊГфЬюТњаЭЧЛЪБЗХТ§ЫйЖШМѕаЁЗЩБпвдМАМѕЧсШлНгЯпЕФЙтдѓВЛОљЯжЯѓЁЃ

ЭЈЙ§вдЩЯРэТлТлЪігыЪЕР§ЗжЮіЃЌПЩвдЕУГівдЯТНсТлЃК
ЂйЭЈЙ§ЕїећзЂЩфЫйЖШПЩвдПЫЗўзЂЫмШБЯнЃЌИФЩЦжЦЦЗЕФжЪСПЃЌЬсИпЙЄвеЕФОМУадЃЛ
ЂкеыЖдВЛЭЌЕФжЦЦЗНсЙЙЩшМЦЁЂВФСЯжжРрвдМАННзЂЯЕЭГЃЌашЗжБ№НјаазЂЩфЫйЖШЧњЯпЕФбЁдёгыЕїећЃЛ
ЂлдкЪЕМЪЩњВњВйзїЙ§ГЬжаВЩгУЁА0зЂЩфЗЈЁБПЩвдгааЇЕиНјаазЂЩфЫйЖШЧњЯпЕФИјЖЈЃЛ
ЂмгАЯьзЂЩфЫйЖШЕФЯрЙивђЫиНЯЖрЃЌаше§ШЗРэНтКѓНјааЕїећЁЃ
| 




