| 详细介绍: Alfred H. Schütte 公司是全球领先的机床设备制造商,总部位于科隆。 本企业生产多主轴自动车床和 5 轴 CNC 磨床,这些产品通过子公司以及经销商和贸易伙伴,在各大洲均有销售。 Schütte 的销售公司还为德国市场提供丰富的外国机床生产商的贸易产品。企业具有悠久的传统,并不断创新。 Schütte 于 1880 年注册为贸易型企业,到 2005 年,已有 125 年的历史了。 该家族企业已经传至第四代,现任执行合伙人 Carl Martin Welcker 是公司创始人的曾孙。Schütte 致力于使每位客户都能从 Schütte 机床中获得最大益处。 对此必须以客户为中心制定企业战略,通过各种有针对性的单项措施来付诸实施。该战略包括在与客户的紧密合作下进行个性化的产品开发,以及为客户准备各种配件。目前,Schütte 储备了超过 400000 种配件,包括 10 年前生产的机床的维修配件。 无论是产品本身还是生产工艺,Schütte 都采用了最新的技术和最先进的流程。以市场的需求为导向,与客户和供应商建立稳固的战略联盟是企业的战略方针。 企业各级部门突出的质量意识为生产与服务提供了强有力的支持。Schütte 的成功完全依靠广大员工积极的工作热情和高度的专业水平。 因此,Schütte 非常重视对员工开展一流的培训;多年来,接受培训的员工占总员工数的比例一直保持在 11% 以上。公司的愿景反映在众多量身定做的创新型产品和服务上。

Schütte 公司为客户提供丰富的机床产品,进行车削、铣削、钻孔和磨削等加工。 这其中包括自主研发的产品 - 多主轴自动车床和 5 轴 CNC 磨床,以及外国机床生产商的贸易项目。 操作范围扩展至加工中心和坐标镗床的高精度钻削和铣削,以及内外圆磨削。 高精度尺寸测量机的加入是产品线更加完整。Schütte 提供丰富的多主轴自动车床产品。 多主轴自动车床是高效生产工具,制造工件所需的加工步骤和加工过程可以同时展开。 此时有多根主轴有节奏地接入不同的工作站,从而一步一步制作出工件。 所有工作站都是同时工作的,而且可以同时加工多个工件。 根据主轴的数量和应用类型,一台多主轴自动车床的生产率大约是单主轴自动车床的 5-7 倍。先进的多主轴自动车床使用范围广泛,远不止车削和钻孔等加工过程。 不同的机床系列为大批量制造符合各种要求的工件奠定了基础。 从经典的凸轮控制自动车床到灵活度高的 CNC 车床,Schütte 提供了品种丰富的多主轴自动车床,用于各种车床工艺和加工工艺。这些产品满足了来自汽车业和配件制造业的制造要求,如通用机械制造和液压、气动、电器部件生产。

我们现在提供的多主轴自动车床包括:
G 系列 – 紧凑高速
Schütte 最小的 G 系列多主轴自动车床是高效、高速的凸轮式自动车床,加工棒料直径可达 20 mm 。 G 系列车床有 6 主轴或 8 主轴,但也经常作为双 3 主轴或双 4 主轴使用。 简易工件在生产过程中少于 1 秒即可完成。

G 系列具有远远超出经典的凸轮式自动车床的加工可能性。 通过附加功能如 CNC 十字刀架、CNC 副主轴或关停主轴,可以制造高精度的复杂车削件。
主要应用领域:
简易、可快速加工的工件。必要时也可使用 2x3 或 2x4 主轴
中等复杂度的零件,如带横孔或有附加要求的背面加工
具有精确车削公差的工件,可使用 CNC 十字刀架或电动横刀架微调装置

特征:
通过三段式端面齿,对主轴鼓进行高精度定位
主轴带有永久润滑的最佳主轴轴承,转速可达 10000 rpm
最短的非生产时间
恒温的抗扭转矿物铸型机座
无级可调的刀架行程
内藏式横刀架止挡
所有纵刀架凸轮和横刀架凸轮都便于维修、可快速更换
通过可预设的 Schütte SWS 400 快速换刀系统为车削刀具进行快速更换,钻孔刀具带有 HSK 快速更换接口

装备和选装件:
CNC 十字刀架可在 4 种情况下适用,例如轮廓加工、攻丝和微小车削公差加工
通过处于切断位置的 CNC 副主轴和 CNC 附加横向刀架,在工件背面以十字刀架功能进行 CNC 加工,
用于微小车削公差的电动横刀架微调装置,可通过机床控制系统输入尺寸校正值
主轴关停和定位装置,在选定的位置处停止主轴
用于所有位置下纵切刀具的独立式刀具驱动装置,例如用于选定任意转数和副主轴处关停,或用于攻丝
提供各类附加装置,例如用于达 100 bar 内冷的钻孔加工,多边加工、螺纹加工和型材制造
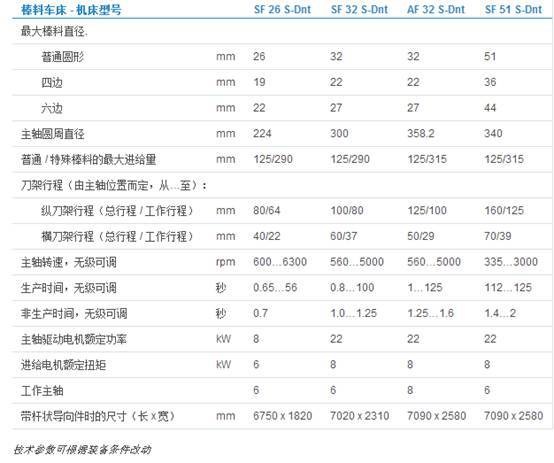
G 系列 – 技术参数

F 系列 – 可靠而经典
F 系列包括直径范围 26 至 51 mm 的经典 6 主轴和 8 主轴凸轮控制自动车床。

这一系列的车床久经验证,多年来在诸多用途中都成功使用,具有众多的附加装置,可以通过 CNC 十字刀架在单个位置进行轮廓加工。
主要应用领域:
经济性地生产车削和钻孔比重较高的工件
量产或大规模生产精密车削件
具有精确车削公差的工件,可使用 CNC 十字刀架或电动横刀架微调装置

特征:
通过三段式端面齿,对主轴鼓进行高精度定位
优化后的永久润滑主轴轴承
恒温的抗扭转矿物铸型机座
无级可调的刀架行程
内藏式横刀架止挡
通过可预设的 Schütte SWS 400 快速换刀系统为车削刀具进行快速更换,钻孔刀具带有 HSK 快速更换接口
装备和选装件:
用于轮廓加工和极小车削公差的 CNC 十字刀架
用于微小车削公差的电动横刀架微调装置,可通过机床控制系统输入尺寸校正值
主轴关停和定位装置,在选定的位置处停止主轴
用于铣削和多边形加工的大量附加装置,以及螺纹和型材加工。
F 系列 – 技术参数
PC 系列 – 灵活而强劲
Schütte 通过 PC 提供灵活而强劲的 CNC 自动装置,其工作空间的结构继承了 F 系列的经典设计。 6 主轴和 8 主轴 CNC 机床覆盖 51 mm 的直径范围,提供极为广泛的加工范围,并通过 NC 技术实现零件族内的简易改装。

PC 系列将凸轮式车床众所周知的强劲功率和现代化 CNC 技术的灵活性与精确性相结合。 PC 系列在许多情况下可对复杂的工件几何结构进行完整加工。 自主开发的 SICS 操作和编程界面保证了操作的简便性。
PC 系列的主要应用领域:
复杂而精确的高精度车削件的完整加工
小批量和中等批量的经济性生产,尤其对零件族
各种不同技术要求的工件,例如铣削加工、深孔钻、横孔钻、多边、螺纹和型材加工

特征:
通过三段式端面齿,对主轴鼓进行高精度定位
由减震型矿物铸件制成的机座和主轴箱
大牵引力集中式主轴驱动,带可选附加转速装置,用于可变转速、主轴关停和可调 C 轴驱动
大功率伺服液压线性进给传动装置,带直接行程测量系统,可用于高精度定位,同时具备出色的动态性、力密度和过载保护
通过可预设的 Schütte SWS 400 快速换刀系统为车削刀具进行快速更换,钻孔刀具带有 HSK 快速更换接口
在标准情况下用 CNC 十字刀架功能对第二工件面进行加工
具有出色可控性的数字驱动技术确保轮廓完整的车削加工和高质量的攻丝和车多边形
主动式液压油冷系统通过均匀调节车床结构和进给传动装置的温度,使温度增长降至最低

装备和选装件:
所有主轴位置上的横向和纵向 CNC 十字刀架,可随时加装
用于可变驱动、主轴关停和可调 C 轴驱动的全部主轴位置上的附加转速装置,可随时加装
纵切刀具的独立式刀具驱动装置,用于例如副主轴的独立转速或攻丝
带有达 100 bar 内冷功能的刀具主轴,用于例如深钻孔作业
带 Y 轴功能的铣削装置,用于铣削和钻孔作业
用于钢材和有色金属的车多边形装置,可在纵向车削和切入磨削中使用
横钻孔装置,角度也可调节
PC 系列 – 技术参数:
 
SCX 系列 – 新生代
SCX-32 是 Schütte 推出的新一代多主轴自动车床家族中的第一个成员。 SCX 系列首次将“多轴-单轴一体”的构想完全变为现实,凭借良好的可改装性能和简便的操作性能,将丰富多样的加工方案融合于一台高效机床中。

借助它,主轴鼓切换时便不会有电缆摆动,使主轴鼓行程完整,并将滑环接触次数降到最低。 主轴的液体制冷可将多主轴自动车床的核心部件即主轴鼓内的热稳定性保持在高水平。
主要应用领域:
复杂高精度车削件的完整加工,包括各种双面加工
通过对装置和刀具的简便改装,经济地进行中小批量的制作
需经多重加工工艺的工件,例如铣削加工、深孔钻、横孔钻、多边、螺纹和型材加工
借助功能和装置的加装方案,可在灵活的生产环境中进行生产
特征:
通过液体冷却的电机主轴,每个主轴的转速均可自由选择,具有极高的动力和完整的主轴鼓行程
通过三段式端面齿,对主轴鼓进行高精度定位
适用于所有标准横向加工位置的 CNC 十字刀架
以稳定的、定位精度极高的纵向滑阀进行端面加工
适于使用连续刀具和同型刀具的转塔功能,所有位置皆可使用
所有横向和纵向位置皆可以用 Y 轴钻孔和铣削
工作空间极其整洁、操作方便,看不到导向件、驱动装置、电缆和软管
装置和刀具均为模块化系统组合部件,所有单元都可在任何位置安装
装置的快速更换和装配接口使改装非常简便
刀具的快速更换接口均为标准化设计
每台工作站皆可实现最高 100 bar 的内冷功能
使用 2 根附加主轴和带多达 6 个固定式和动力刀具的工作站,对第二工件面进行加工
第一工件面加工的所有选项也可用于背面加工,例如使用 Y 轴铣削或车多边形
通过 Sinumerik 840D 对多达 62 根轴进行控制
与操作和编程相匹配的控制系统界面能为使用者提供良好的支持
对转塔功能、Y 轴和刀具驱动装置可加装

| 



