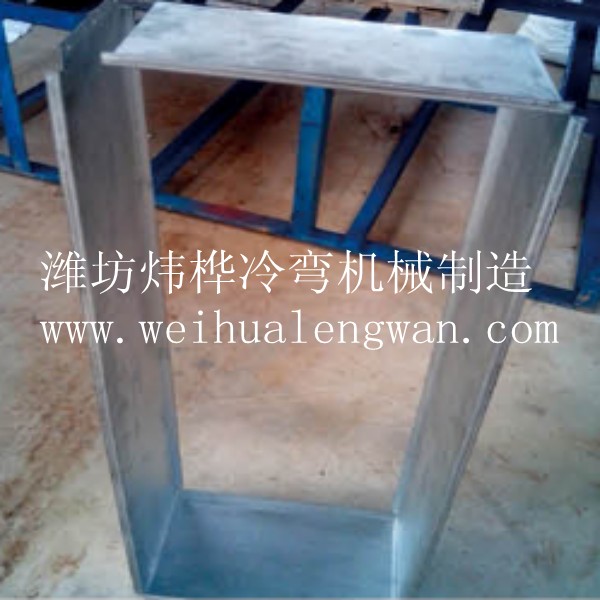
正压送风口框体成型机
设备结构概述
我公司专门为国内防火阀企业,完善设计一整套防火阀阀体、正压风阀阀体、排烟阀框体、叶片、横梁型材成型设备。在C型/Z型框体成型方面:成功设计调试生产出单面框体成型机,双面框体成型机,四面框体一次自动成型框体机。叶片成型机方面更是设计出不用焊接,即可达到叶片与转轴完美结合技术,深受客户褒奖。 根据客户要求采用多种方式一次性完成整体阀框体或阀体的工艺。
正压风阀成型机成型工艺
放料――整平送料――冲孔/冲缺/冲孔――成型-----切断――收料台
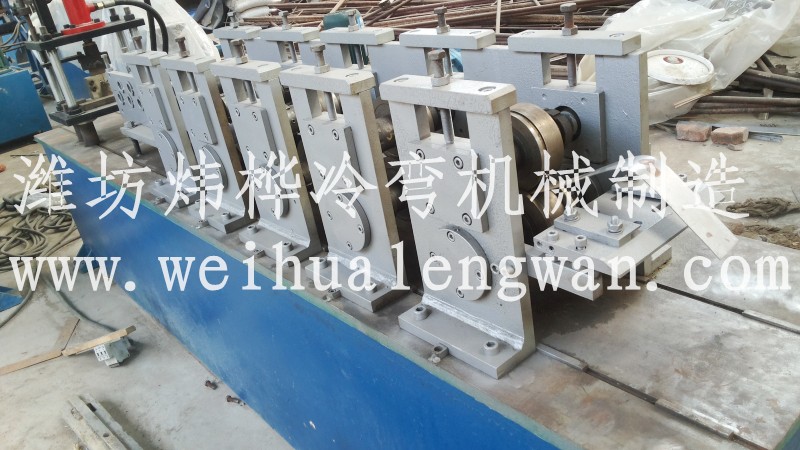
设备组成部件
设备主要由放料机、整平送料系统、冲缺口及冲孔、送料、成型主机、切断机、收料台、电器控制柜等部件组成。
设备简要参数
材料规格:Q235
生产速度:0--8m/min
切断方式:液压定尺切断
电压参数:380V/415V,50Hz, 3相
电气控制:PLC
驱动电机:变频电机驱动
钢带厚度:1.0--2.0mm
钢带宽度:100--400mm
成型机架:约18 道次(根据不同形状而定)
焊接部分:自动点焊
液压油型号:46#液压油
齿轮油型号:18#齿轮油
液压系统功率:5.5kw
切断尺寸公差:≤ ±0.5mm(长≤3000mm)
切断模具材质: Cr12MoV
成型模具材质:Cr15,淬火,硬度为HRC56-62º
整平送料系统:九辊校平
冲缺模架装置:四导柱式
放料机负载能力:3 吨
冲模缺角模具材质: Cr12 、淬火处理。
处理卷料的内孔直径:490 -- 510mm
外径:≤1200mm
气源:0.5m³/Min;压力为0.7MPa