| 详细介绍:
钢筋直螺纹滚丝机滚轧钢筋的步骤:
第一步钢筋直螺纹丝头滚轧前的准备,钢铁规格必要的调整,试图调整滚动栏的第一个孔的最小尺寸的使用。并调整好剥肋直径大小。调整块和肋骨剥离滚动限位开关,确保剥离肋骨和滚丝的长度。
第二步:卡装钢筋,起动设备和肋骨剥离轧制过程。在剥肋滚丝的过程中,使用水溶性切削液时,应使用温度低于0 C应该是混合15?20%亚硝酸钠。禁止用油性切削液。
第三步,检验丝头。应要求检查处理的丝头,每加工10根丝头,就要用环规检查一次,来保护钢筋直螺纹丝头的质量,消除不合格钢筋接头。合格的丝头的测试,质量检验员随机抽样检查一个工人在一次批次中加工的的丝头,抽样10%,不低于10,并且填写检查验收生产第一记录表。当低于95%,合格率应该是双采样。
第四步:所有钢筋接头,都要带上钢筋保护套或保护帽,并整齐地按规格分类。
钢筋直螺纹滚丝机的特点
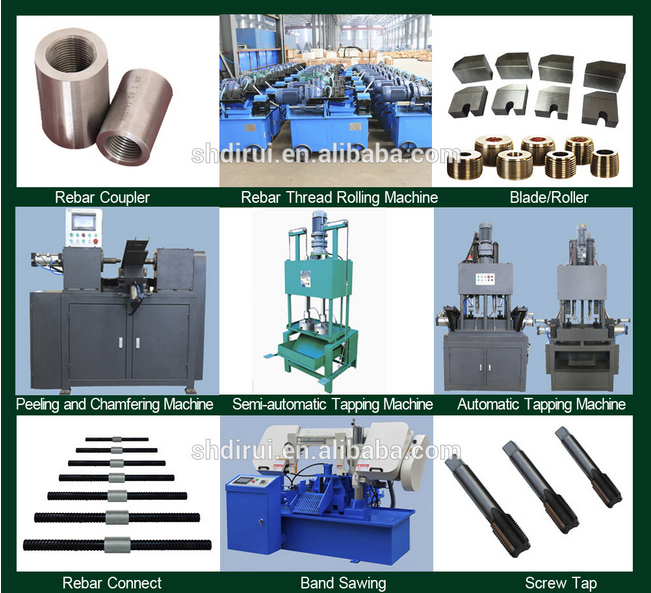
1、DBG-40B钢筋直螺纹滚丝机可以在钢筋剥肋[1]之后再进行滚轧、螺纹牙型的精度非常高,且直径大小的一致性也是非常好的;
2、它的结构紧凑,操作简单,螺纹加工速度比其它设备要明显的快;
3、我们将它的剥肋装置称为“傻瓜型”,也就是易学易懂,剥肋尺寸的稳定性非常的好;
4、只要进行一次钢筋装卡就可以完成螺纹的加工,对于丝头的加工效率也是很高的;
5、其自动性很强,可以自动涨刀、自动退回,并且设备产生的噪音也是很小的;
6、它的接头质量稳定可靠,接头强度比平常的母材要高;
7、它加工的钢筋种类范围比较广,占用的设备少。
8、这也是最主要的一点就是:滚丝轮的使用寿命长,对于接头附加费用的使用也是很少的;
我公司(上海鼎锐钢筋工程技术有限公司)是一家专业生产钢筋直螺纹滚丝机以及直螺纹滚丝轮等配件的厂家,公司具有自己的机加工中心和数控机床,有专业丰富经验的机加工技术人员数名,以及有专业机械工程师。采用的直螺纹滚丝机滚丝轮均采用优质材质的Cr12MoV加工而成,耐磨,并具有高强度,是加工滚轧建筑螺纹钢筋直螺纹的理想板牙。公司还可对外定制各种滚丝轮,以及来样定制。公司保质保量,给客户满意的产品,是公司一直坚持的原则。欢迎来电咨询。

| 




