| 详细介绍: 一.闪光对焊机焊接工艺及原理:
1.焊接电极夹紧工件,在工件尚未完全接触时,开始闪光;
2.接下来焊接电极夹紧的工件缓慢接近,随着电流密度的增加,工件间接触处开始熔化,同时有部分金属熔液溢出,形成初始的对焊节点;
3.焊接区域变得越来越热,对焊的速度也随着加速;
4.闪光和飞溅使两个接触面完全焊接在一起;
5.最后再利用高压进行顶锻,切断电流,焊接完成。
二.主要应用领域:
1.各种厨房餐具刀具的焊接;
2.自行车,摩托车,汽车车圈及其他金属环的对焊;
3.各种金属丝,金属带,铁棒,建筑用钢筋的对焊;
4.各种圆管,方管的“L"型以及”T"型焊接;
5.窗框与门框的对角焊接。
6.广泛用于碳钢,合金钢,有色金属之间的对焊以及异类金属之间的对焊。
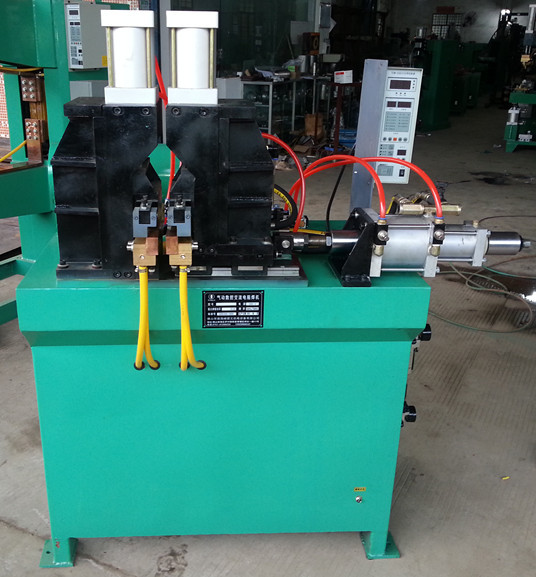
三.我们的优势:
1.变压器全部采用紫铜制作,次级水冷,焊接控制器采用上海国龙TCW-33S.
2.机电液气一体化设计,实行预热,闪光,顶锻整个过程的最优化控制。
3.微电脑控制,多套规范存储,适合不同工件焊接。
4.焊接强度高,致密性好,无假焊,无夹渣,无气孔。
型号 额定功率 额定频率 初级电压 最大短路电流 负载持续率 最大夹紧力 最大顶锻力 冷却水流量 外形尺寸 重量
KVA HZ V KA % N N L/H MM KG
UN-63 63 50/60 380 22 50 5250 2500 150 1000*900*1500 350
UN-75 75 50/60 380 24 50 6500 3000 150 1000*900*1500 450
UN-80 80 50/60 380 25 50 6800 3000 150 1000*900*1500 450
UN-100 100 50/60 380 28 50 7000 3000 150 1000*900*1500 550
UN-125 125 50/60 380 30 50 7500 3500 300 1400*1000*1700 1100
UN-150 150 50/60 380 32 50 8500 4000 300 1400*1000*1700 1200
UN-160 160 50/60 380 33.5 50 8500 4000 300 1400*1000*1700 1300
UN-200 200 50/60 380 37 50 8800 4000 300 1400*1000*1700 1450
| 




