| 详细介绍:
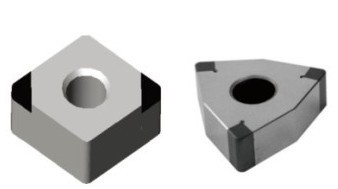
加工渗碳钢用超硬刀片车
渗碳钢是经受渗碳淬火使表面硬度和耐磨性提高而心部保持适当强度和韧性的钢,渗碳钢硬度HRC58-62之间;根据淬透性不同,可将渗碳钢分为三类。
①低淬透性渗碳钢:典型钢种如20、20Cr等,其淬透性和心部强度均较低,水中临界直径不超过20~35mm。只适用于制造受冲击载荷较小的耐磨件,如小轴、小齿轮、活塞销等。
②中淬透性渗碳钢:典型钢种如20CrMnTi等,其淬透性较高,油中临界直径约为25~60mm,力学性能和工艺性能良好,大量用于制造承受高速中载、抗冲击和耐磨损的零件,如汽车、拖拉机的变速齿轮、离合器轴等。
③高淬透性渗碳钢:典型钢种如18Cr2Ni4WA等,其油中临界直径大于100mm,且具有良好的韧性,主要用于制造大截面、高载荷的重要耐磨件,如飞机、坦克的曲轴和齿轮等。
针对HRC58―62硬度的渗碳钢,华菱超硬刀具根据断续加工,连续加工渗碳钢工件要求,开发如下刀具牌号:
华菱超硬刀具加工渗碳钢案例及刀具牌号如下:
针对渗碳钢断续切削加工的难题及立方氮化硼刀具行业亟待决绝问题,华菱超硬研发的BN-H20,BN-S20牌号立方氮化硼刀具断续车削渗碳钢是刀具行业的一大进步,华菱超硬刀具连续加工和断续加工渗碳钢案例如下:
BN-S20牌号刀具对于渗碳钢的强断续切削加工:大型齿轮(齿圈)渗碳淬火后变形严重,齿轮齿圈外圆变形量高达2mm,淬火后的硬度为HRC60-65,切削线速度:50--70m/min,吃刀深度1.5--2mm 走刀量0.15-0.2mm/每转,一次走刀加工完所有余量,原来用的进口陶瓷刀具只能多次走刀加工才能把变形量切掉,而且崩刃严重,刀具使用成本非常高。
BN―S20牌号立方氮化硼刀具比原来用的进口刀具抗冲击,在吃刀深度增大三倍的情况下寿命是原用刀具的6倍,切削效率整整提高3倍(原来是三次走刀,现在是一次走到完成)。工件表面粗糙度也达到用户要求,最难能可贵的是刀具的最终失效形式并不是让人担心的崩刀刃,而是正常的后刀面磨损。此次断续车削淬火齿轮外圆实验,打破了业内立方氮化硼刀具不能用于强断续车削渗碳钢的神话,在刀具学术界引起很大的轰动。
用BN-H20牌号刀具加工汽车齿轮端面内孔,端面加工为连续切削面,内孔有油孔为轻微断续面,使用的华菱BN-H20焊接式立方氮化硼刀具精加工渗碳钢。
渗碳钢超硬加工(以车代磨)用刀具牌号BN-S20和BN-H20是根据立方氮化硼含量和粒度决定的刀具性能不同,刀具硬度和抗冲击韧性均有差异,根据连续加工和断续加工渗碳钢来选择。
厂家直销 质量三包 全程技术服务跟踪
渗碳钢是经受渗碳淬火使表面硬度和耐磨性提高而心部保持适当强度和韧性的钢,渗碳钢硬度HRC58-62之间;根据淬透性不同,可将渗碳钢分为三类。
①低淬透性渗碳钢:典型钢种如20、20Cr等,其淬透性和心部强度均较低,水中临界直径不超过20~35mm。只适用于制造受冲击载荷较小的耐磨件,如小轴、小齿轮、活塞销等。
②中淬透性渗碳钢:典型钢种如20CrMnTi等,其淬透性较高,油中临界直径约为25~60mm,力学性能和工艺性能良好,大量用于制造承受高速中载、抗冲击和耐磨损的零件,如汽车、拖拉机的变速齿轮、离合器轴等。
③高淬透性渗碳钢:典型钢种如18Cr2Ni4WA等,其油中临界直径大于100mm,且具有良好的韧性,主要用于制造大截面、高载荷的重要耐磨件,如飞机、坦克的曲轴和齿轮等。
针对HRC58―62硬度的渗碳钢,华菱超硬刀具根据断续加工,连续加工渗碳钢工件要求,开发如下刀具牌号:
华菱超硬刀具加工渗碳钢案例及刀具牌号如下:
针对渗碳钢断续切削加工的难题及立方氮化硼刀具行业亟待决绝问题,华菱超硬研发的BN-H20,BN-S20牌号立方氮化硼刀具断续车削渗碳钢是刀具行业的一大进步,华菱超硬刀具连续加工和断续加工渗碳钢案例如下:
BN-S20牌号刀具对于渗碳钢的强断续切削加工:大型齿轮(齿圈)渗碳淬火后变形严重,齿轮齿圈外圆变形量高达2mm,淬火后的硬度为HRC60-65,切削线速度:50--70m/min,吃刀深度1.5--2mm 走刀量0.15-0.2mm/每转,一次走刀加工完所有余量,原来用的进口陶瓷刀具只能多次走刀加工才能把变形量切掉,而且崩刃严重,刀具使用成本非常高。

BN―S20牌号立方氮化硼刀具比原来用的进口刀具抗冲击,在吃刀深度增大三倍的情况下寿命是原用刀具的6倍,切削效率整整提高3倍(原来是三次走刀,现在是一次走到完成)。工件表面粗糙度也达到用户要求,最难能可贵的是刀具的最终失效形式并不是让人担心的崩刀刃,而是正常的后刀面磨损。此次断续车削淬火齿轮外圆实验,打破了业内立方氮化硼刀具不能用于强断续车削渗碳钢的神话,在刀具学术界引起很大的轰动。
用BN-H20牌号刀具加工汽车齿轮端面内孔,端面加工为连续切削面,内孔有油孔为轻微断续面,使用的华菱BN-H20焊接式立方氮化硼刀具精加工渗碳钢。
渗碳钢超硬加工(以车代磨)用刀具牌号BN-S20和BN-H20是根据立方氮化硼含量和粒度决定的刀具性能不同,刀具硬度和抗冲击韧性均有差异,根据连续加工和断续加工渗碳钢来选择。
厂家直销 质量三包 全程技术服务跟踪
加工渗碳钢用超硬刀片车
| 




