| ��ϸ���ܣ� ����
��غ����þ���ܵ㺸��������Ч�������������ڣ����麸 www.cn-ln.net
 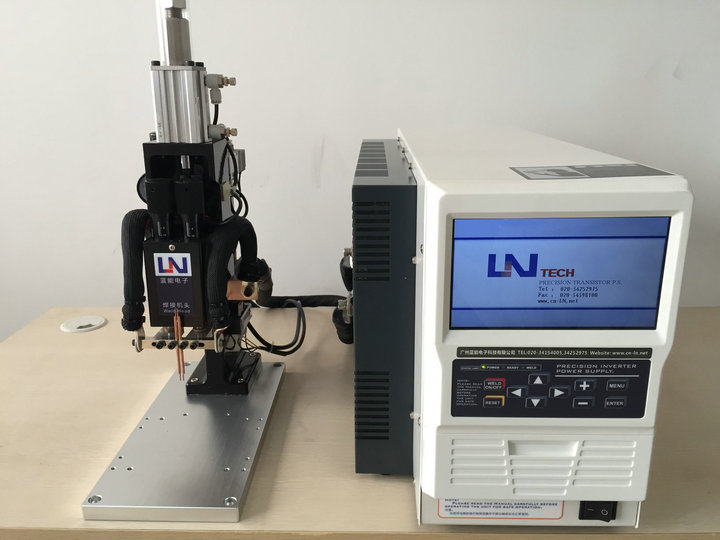
�����ʽ���ӵ�Դ��Ʒ�ص㣺
1��200KHZ����Ƶ���ܿ��ƣ����ӵ��������ٶȿ죬���ڶ�ʱ����ʵ�ָ�Ʒ�ʺ��ӣ�
2������Ҫ��ѹ��
3�����ֿ���ģʽѡ�μ�������������ѹ����������Чֵ����϶�ģʽ
4�������л��͵�Դ����ʵ�ֺ�����ȣ��缫�����٣�����������ЧӦ��Ӱ�죬ʹ���ӵĺ��߱��־�һ�������Ƭ�ȵ���˫�㺸����ʱ��������ȫһ�£���
5����Ӣ�IJ�������
6��7�����ʵʱ�����ʾ�������ݺͲ��Σ�����ʾ����ѹ�������LOAD CELL��
7���ḻI/O�ӿڣ������ڸ����Զ�����������
8������ͨѶЭ�飨RS232��RS485���ߣ���̫����
9���洢63�麸�ӹ淶
�����ʽ���ӵ�Դ����ѹ���ܣ�
���缫����һ���ĵ�ѹʱ���Ƶ����������ӹ���ij���ֵ�����ʱ������˲����½�����˿����ƻ�ʵ�������ȶ��ĺ��ӡ�
�����ʽ���ӵ�Դ���
|
LNDA-6000A
����Ӧ���ǻ�
MDA-4000B��
|
LNDA-10000A
����Ӧ���ǻ�MDA-8000B��
|
LNDB-6500A
(��Ӧ���ǻ�
MDB-4000B
)
|
|
������
|
5000A
|
10000A
|
6500A
|
|
��ʽ
|
����
|
����
|
�������
|
|
��������
|
0.2��Ƭ
|
0.2-0.5��Ƭ�����桢���㣩
|
0.2��Ƭ��������棩
|
|
��ߵ�ѹ
|
30V
|
|
���Ʒ�ʽ
|
�μ�������������ѹ����������Чֵ����϶�ģʽ
|
|
ʱ���趨
|
��ѹʱ�䣺0000��9999ms
|
|
����ʱ�䣺0.00��9.99ms
|
|
����1ʱ�䣺0.00��9.99ms
|
|
��ȴʱ�䣺0.00��9.99ms
|
|
����2ʱ�䣺0.00��9.99ms
|
|
�½�ʱ�䣺0.00��9.99ms
|
|
����ʱ�䣺0000��9999ms
|
|
�����趨��Χ
|
0.03A��4.99KA
|
0.03A��9.99KA
|
0.03A��6.49KA
|
|
��ѹ�趨��Χ
|
0.3��9.99V
|
|
�����趨��Χ
|
0.3��99.99V
|
|
�����ʾ
|
ͨ��1��2֮�淶�š�ʱ�䡢����/��ѹ/������Чֵ�����Ρ�ѹ����Чֵ�����Ρ��迹ֵ
|
|
�����Դ
|
����200-240VAC 50/60HZ
|
|
���γߴ�
|
420mm(D)*250(W)*330(H)
|
620mm(D)*250(W)*330(H)
|
|
����(KG)
|
22
|
22
|
28
|
|
|
|
|
|
|
|
|
|
|
|
|
��۾�һ�ĺ���ǿ�ȣ�
���ٺ���
���ٵ������ټ����л��Ĺ��ܿ��Լ��ٺ���ʱ����Ӱ��õ�Ư������ۡ�
�����л�
���ƺ��ӵ�IJ��Գ�(ע1)���õ����ȵ����Һ��ӵ��ǿ�ȡ����⣬���õ���ƽ��Ч��Ҳʹ�缫�������ӳ���
ע1. ���ӵ㲻�Գƺ���ʱ��Ӱ�켰�Բ�
����ʱ�������ķ���Ч����ͬ�Ժ���ǿ�Ⱥ͵缫������Ӱ��ܴ�
���������IJ�����Ҫ�����л�����ʹ�������ķ���Ч��һ�¡�


��غ�������������ͷ��
1�������ͻ������
2��ֱ�ߵ������ȷ�����ӵľ��Ⱥ��ظ���
3�����Ρ��ܷ�ֱ�ߵ�����Ƽ�������֬��й¶��λ�ƣ�ʹ��ͷ����Ӧ����ˮƽ�ʹ�ֱ��װ��ʽ
4�����ԺͶ���ѹ�������ʹ�ã�������ʵ���Զ�������
5�����ѹ��30.2Kgf
��غ���ѹ���ӻ�����
1�����ڲ����Ƚ�����ƣ�ʹ�����й���С����ʹ�ځ�͵ĺ���ѹ���£�Ҳ��ʵ��Ѹ�١���ȷ�ļ�ѹ������
��С��Ħ���ܹ�ʹ��ͷ����Ѹ�ٵķ�����ʹ���κͻ�����С�̶ȣ�
2�������ܷ⻬�������Ի���ƺͽ��̵Ļ�е���ʹ�����ں��ӹ�����λ����С��
3�����йؼ���ѹ������װ�ú͵�Դ���������������ڻ������У�ʹ����ں��Զ��������豸ʵ�ּ��ɿ��ƣ�
4����Դ���������ػ��翪��ʹ���ӵ�Դ�����ȶ�����������������ʣ�
5�����յ����Ϊ�û���������ṩ�˺ܴ�Ļ����ԡ�
��ȫ�������������ǻ���ͬ���ͻ�ͷ���ӻ�����
LN�����й����⾫�ܵ��躸�������ṩ��
������ID��cn-ln11
��վ��www.cn-ln.net
�绰��020-34252975��13560411768
QQ��459359414
Email: dengxiwen@gzbe.net
| 




