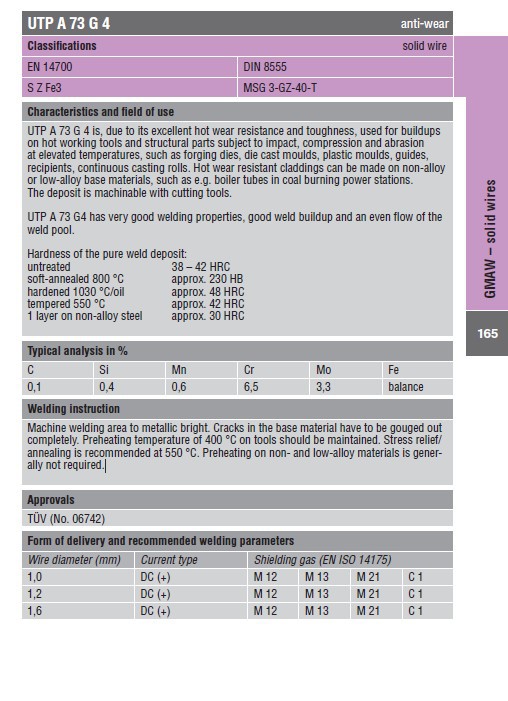
UTP A 73 G 4 anti-wear
Classifications solid wire
EN 14700 DIN 8555
S Z Fe3 MSG 3-GZ-40-T
Characteristics and field of use
UTP A 73 G 4 is, due to its excellent hot wear resistance and toughness, used for buildups
on hot working tools and structural parts subject to impact, compression and abrasion
at elevated temperatures, such as forging dies, die cast moulds, plastic moulds, guides,
recipients, continuous casting rolls. Hot wear resistant claddings can be made on non-alloy
or low-alloy base materials, such as e.g. boiler tubes in coal burning power stations.
The deposit is machinable with cutting tools.
UTP A 73 G4 has very good welding properties, good weld buildup and an even flow of the
weld pool.
Hardness of the pure weld deposit:
untreated 38 �C 42 HRC
soft-annealed 800 ��C approx. 230 HB
hardened 1030 ��C/oil approx. 48 HRC
tempered 550 ��C approx. 42 HRC
1 layer on non-alloy steel approx. 30 HRC
Typical analysis in %
C Si Mn Cr Mo Fe
0,1 0,4 0,6 6,5 3,3 balance
Welding instruction
Machine welding area to metallic bright. Cracks in the base material have to be gouged out
completely. Preheating temperature of 400 ��C on tools should be maintained. Stress relief/
annealing is recommended at 550 ��C. Preheating on non- and low-alloy materials is generally
not required.
Approvals
TÜV (No. 06742)
Form of delivery and recommended welding parameters
Wire diameter (mm) Current type Shielding gas (EN ISO 14175)
1,0 DC (+) M 12 M 13 M 21 C 1
1,2 DC (+) M 12 M 13 M 21 C 1
1,6 DC (+) M 12 M 13 M 21 C 1