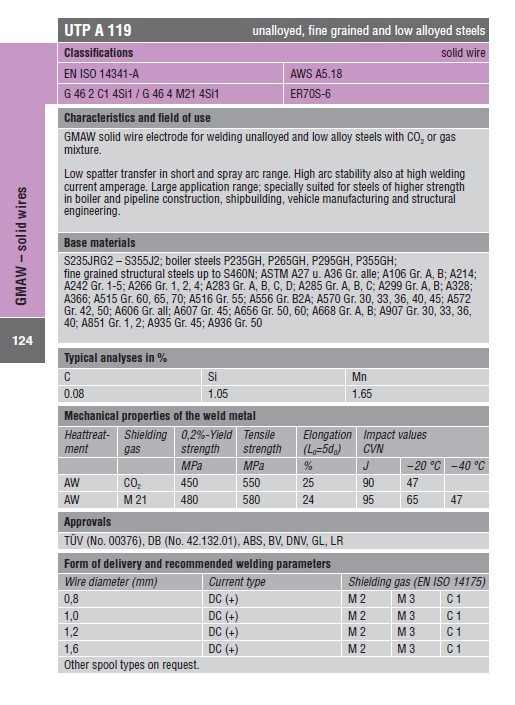
UTP A 119 unalloyed, fine grained and low alloyed steels
Classifications solid wire
EN ISO 14341-A AWS A5.18
G 46 2 C1 4Si1 / G 46 4 M21 4Si1 ER70S-6
Characteristics and field of use
GMAW solid wire electrode for welding unalloyed and low alloy steels with CO2 or gas
mixture.
Low spatter transfer in short and spray arc range. High arc stability also at high welding
current amperage. Large application range; specially suited for steels of higher strength
in boiler and pipeline construction, shipbuilding, vehicle manufacturing and structural
engineering.
Base materials
S235JRG2 �C S355J2; boiler steels P235GH, P265GH, P295GH, P355GH;
fine grained structural steels up to S460N; ASTM A27 u. A36 Gr. alle; A106 Gr. A, B; A214;
A242 Gr. 1-5; A266 Gr. 1, 2, 4; A283 Gr. A, B, C, D; A285 Gr. A, B, C; A299 Gr. A, B; A328;
A366; A515 Gr. 60, 65, 70; A516 Gr. 55; A556 Gr. B2A; A570 Gr. 30, 33, 36, 40, 45; A572
Gr. 42, 50; A606 Gr. all; A607 Gr. 45; A656 Gr. 50, 60; A668 Gr. A, B; A907 Gr. 30, 33, 36,
40; A851 Gr. 1, 2; A935 Gr. 45; A936 Gr. 50
Typical analyses in %
C Si Mn
0.08 1.05 1.65
Mechanical properties of the weld metal
Heattreatment
Shielding
gas
0,2%-Yield
strength
Tensile
strength
Elongation
(L0=5d0)
Impact values
CVN
MPa MPa % J �C 20 ��C �C 40 ��C
AW CO2 450 550 25 90 47
AW M 21 480 580 24 95 65 47
Approvals
TÜV (No. 00376), DB (No. 42.132.01), ABS, BV, DNV, GL, LR
Form of delivery and recommended welding parameters
Wire diameter (mm) Current type Shielding gas (EN ISO 14175)
0,8 DC (+) M 2 M 3 C 1
1,0 DC (+) M 2 M 3 C 1
1,2 DC (+) M 2 M 3 C 1
1,6 DC (+) M 2 M 3 C 1