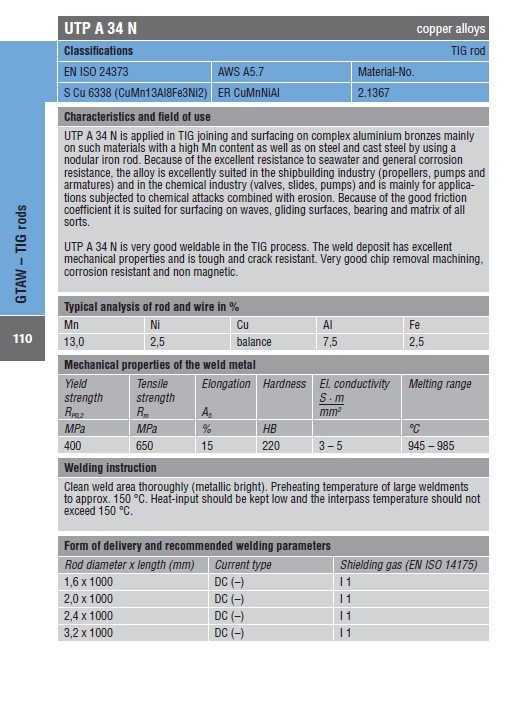
UTP A 34 N copper alloys
Classifications TIG rod
EN ISO 24373 AWS A5.7 Material-No.
S Cu 6338 (CuMn13Al8Fe3Ni2) ER CuMnNiAl 2.1367
Characteristics and field of use
UTP A 34 N is applied in TIG joining and surfacing on complex aluminium bronzes mainly
on such materials with a high Mn content as well as on steel and cast steel by using a
nodular iron rod. Because of the excellent resistance to seawater and general corrosion
resistance, the alloy is excellently suited in the shipbuilding industry (propellers, pumps and
armatures) and in the chemical industry (valves, slides, pumps) and is mainly for applications
subjected to chemical attacks combined with erosion. Because of the good friction
coefficient it is suited for surfacing on waves, gliding surfaces, bearing and matrix of all
sorts.
UTP A 34 N is very good weldable in the TIG process. The weld deposit has excellent
mechanical properties and is tough and crack resistant. Very good chip removal machining,
corrosion resistant and non magnetic.
Typical analysis of rod and wire in %
Mn Ni Cu Al Fe
13,0 2,5 balance 7,5 2,5
Mechanical properties of the weld metal
Yield
strength
RP0,2
Tensile
strength
Rm
Elongation
A5
Hardness El. conductivity
S �� m
mm2
Melting range
MPa MPa % HB ��C
400 650 15 220 3 �C 5 945 �C 985
Welding instruction
Clean weld area thoroughly (metallic bright). Preheating temperature of large weldments
to approx. 150 ��C. Heat-input should be kept low and the interpass temperature should not
exceed 150 ��C.
Form of delivery and recommended welding parameters
Rod diameter x length (mm) Current type Shielding gas (EN ISO 14175)
1,6 x 1000 DC (�C) I 1
2,0 x 1000 DC (�C) I 1
2,4 x 1000 DC (�C) I 1
3,2 x 1000 DC (�C) I 1