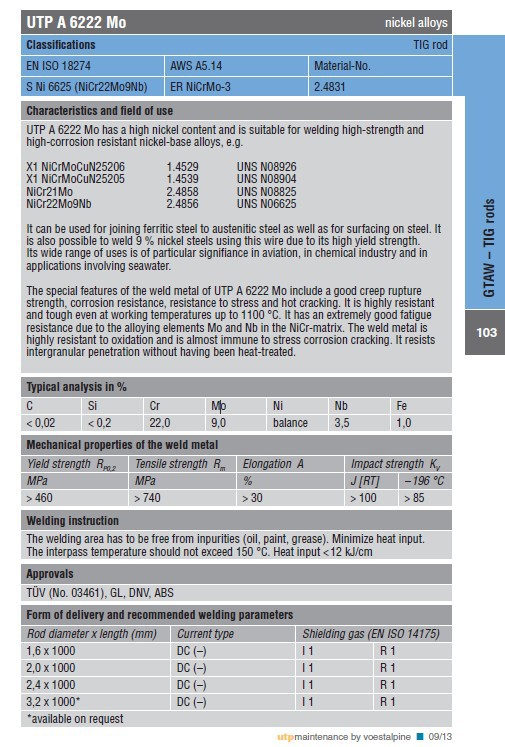
UTP A 6222 Mo nickel alloys
Classifications TIG rod
EN ISO 18274 AWS A5.14 Material-No.
S Ni 6625 (NiCr22Mo9Nb) ER NiCrMo-3 2.4831
Characteristics and field of use
UTP A 6222 Mo has a high nickel content and is suitable for welding high-strength and
high-corrosion resistant nickel-base alloys, e.g.
X1 NiCrMoCuN25206 1.4529 UNS N08926
X1 NiCrMoCuN25205 1.4539 UNS N08904
NiCr21Mo 2.4858 UNS N08825
NiCr22Mo9Nb 2.4856 UNS N06625
It can be used for joining ferritic steel to austenitic steel as well as for surfacing on steel. It
is also possible to weld 9 % nickel steels using this wire due to its high yield strength.
Its wide range of uses is of particular signifiance in aviation, in chemical industry and in
applications involving seawater.
The special features of the weld metal of UTP A 6222 Mo include a good creep rupture
strength, corrosion resistance, resistance to stress and hot cracking. It is highly resistant
and tough even at working temperatures up to 1100 ��C. It has an extremely good fatigue
resistance due to the alloying elements Mo and Nb in the NiCr-matrix. The weld metal is
highly resistant to oxidation and is almost immune to stress corrosion cracking. It resists
intergranular penetration without having been heat-treated.
Typical analysis in %
C Si Cr Mo Ni Nb Fe
< 0,02 < 0,2 22,0 9,0 balance 3,5 1,0
Mechanical properties of the weld metal
Yield strength RP0,2 Tensile strength Rm Elongation A Impact strength KV
MPa MPa % J [RT] �C 196 ��C
> 460 > 740 > 30 > 100 > 85
Welding instruction
The welding area has to be free from inpurities (oil, paint, grease). Minimize heat input.
The interpass temperature should not exceed 150 ��C. Heat input < 12 kJ/cm
Approvals
TÜV (No. 03461), GL, DNV, ABS
Form of delivery and recommended welding parameters
Rod diameter x length (mm) Current type Shielding gas (EN ISO 14175)
1,6 x 1000 DC (�C) I 1 R 1
2,0 x 1000 DC (�C) I 1 R 1
2,4 x 1000 DC (�C) I 1 R 1
3,2 x 1000* DC (�C) I 1 R 1
*available on request