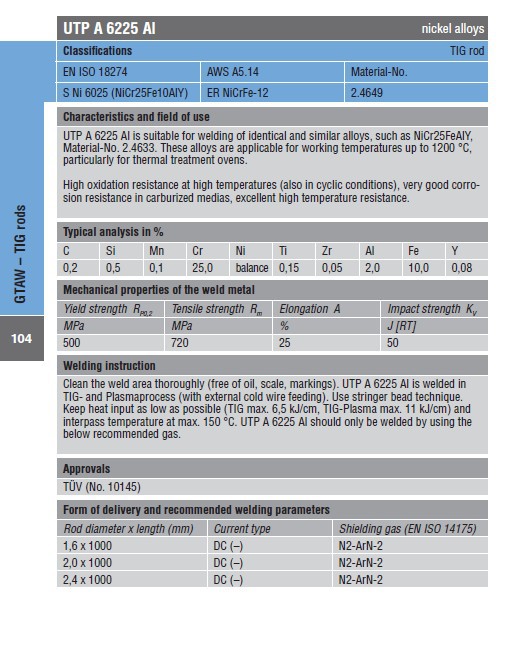
UTP A 6225 Al nickel alloys
Classifications TIG rod
EN ISO 18274 AWS A5.14 Material-No.
S Ni 6025 (NiCr25Fe10AlY) ER NiCrFe-12 2.4649
Characteristics and field of use
UTP A 6225 Al is suitable for welding of identical and similar alloys, such as NiCr25FeAlY,
Material-No. 2.4633. These alloys are applicable for working temperatures up to 1200 ��C,
particularly for thermal treatment ovens.
High oxidation resistance at high temperatures (also in cyclic conditions), very good corrosion
resistance in carburized medias, excellent high temperature resistance.
Typical analysis in %
C Si Mn Cr Ni Ti Zr Al Fe Y
0,2 0,5 0,1 25,0 balance 0,15 0,05 2,0 10,0 0,08
Mechanical properties of the weld metal
Yield strength RP0,2 Tensile strength Rm Elongation A Impact strength KV
MPa MPa % J [RT]
500 720 25 50
Welding instruction
Clean the weld area thoroughly (free of oil, scale, markings). UTP A 6225 Al is welded in
TIG- and Plasmaprocess (with external cold wire feeding). Use stringer bead technique.
Keep heat input as low as possible (TIG max. 6,5 kJ/cm, TIG-Plasma max. 11 kJ/cm) and
interpass temperature at max. 150 ��C. UTP A 6225 Al should only be welded by using the
below recommended gas.
Approvals
TÜV (No. 10145)
Form of delivery and recommended welding parameters
Rod diameter x length (mm) Current type Shielding gas (EN ISO 14175)
1,6 x 1000 DC (�C) N2-ArN-2
2,0 x 1000 DC (�C) N2-ArN-2
2,4 x 1000 DC (�C) N2-ArN-2