| ��ϸ���ܣ� ����
��ע��һ�ڼ�Ϊ1����ļ۸�20����/�䣡
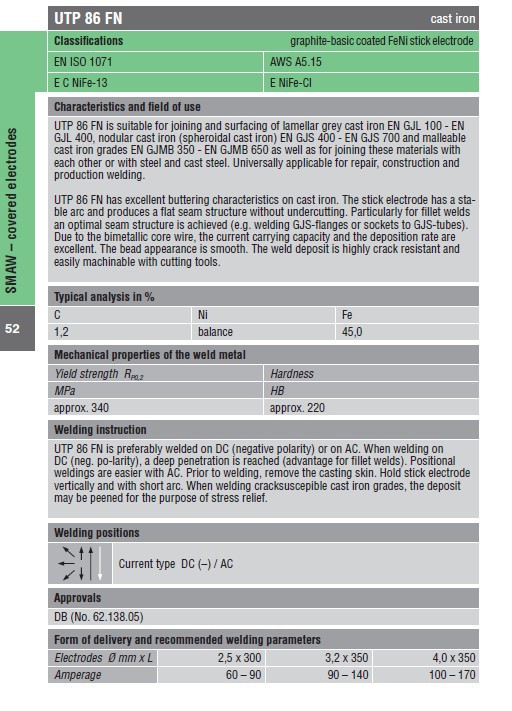
UTP 86 FN cast iron
Classifications graphite-basic coated FeNi stick electrode
EN ISO 1071 AWS A5.15
E C NiFe-13 E NiFe-Cl
Characteristics and field of use
UTP 86 FN is suitable for joining and surfacing of lamellar grey cast iron EN GJL 100 - EN
GJL 400, nodular cast iron (spheroidal cast iron) EN GJS 400 - EN GJS 700 and malleable
cast iron grades EN GJMB 350 - EN GJMB 650 as well as for joining these materials with
each other or with steel and cast steel. Universally applicable for repair, construction and
production welding.
UTP 86 FN has excellent buttering characteristics on cast iron. The stick electrode has a stable
arc and produces a flat seam structure without undercutting. Particularly for fillet welds
an optimal seam structure is achieved (e.g. welding GJS-flanges or sockets to GJS-tubes).
Due to the bimetallic core wire, the current carrying capacity and the deposition rate are
excellent. The bead appearance is smooth. The weld deposit is highly crack resistant and
easily machinable with cutting tools.
Typical analysis in %
C Ni Fe
1,2 balance 45,0
Mechanical properties of the weld metal
Yield strength RP0,2 Hardness
MPa HB
approx. 340 approx. 220
Welding instruction
UTP 86 FN is preferably welded on DC (negative polarity) or on AC. When welding on
DC (neg. po-larity), a deep penetration is reached (advantage for fillet welds). Positional
weldings are easier with AC. Prior to welding, remove the casting skin. Hold stick electrode
vertically and with short arc. When welding cracksuscepible cast iron grades, the deposit
may be peened for the purpose of stress relief.
Welding positions
Current type DC (�C) / AC
Approvals
DB (No. 62.138.05)
Form of delivery and recommended welding parameters
Electrodes Ø mm x L 2,5 x 300 3,2 x 350 4,0 x 350
Amperage 60 �C 90 90 �C 140 100 �C 170
|





