| ��ϸ���ܣ� ����
��ע��һ�ڼ�Ϊ1����ļ۸�20����/�䣡
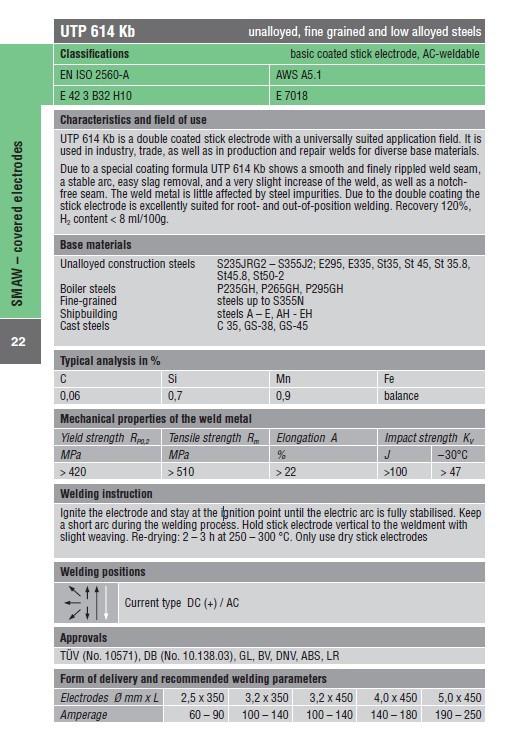
UTP 614 Kb unalloyed, fine grained and low alloyed steels
Classifications basic coated stick electrode, AC-weldable
EN ISO 2560-A AWS A5.1
E 42 3 B32 H10 E 7018
Characteristics and field of use
UTP 614 Kb is a double coated stick electrode with a universally suited application field. It is
used in industry, trade, as well as in production and repair welds for diverse base materials.
Due to a special coating formula UTP 614 Kb shows a smooth and finely rippled weld seam,
a stable arc, easy slag removal, and a very slight increase of the weld, as well as a notchfree
seam. The weld metal is little affected by steel impurities. Due to the double coating the
stick electrode is excellently suited for root- and out-of-position welding. Recovery 120%,
H2 content < 8 ml/100g.
Base materials
Unalloyed construction steels S235JRG2 �C S355J2; E295, E335, St35, St 45, St 35.8,
St45.8, St50-2
Boiler steels P235GH, P265GH, P295GH
Fine-grained steels up to S355N
Shipbuilding steels A �C E, AH - EH
Cast steels C 35, GS-38, GS-45
Typical analysis in %
C Si Mn Fe
0,06 0,7 0,9 balance
Mechanical properties of the weld metal
Yield strength RP0,2 Tensile strength Rm Elongation A Impact strength KV
MPa MPa % J �C 30��C
> 420 > 510 > 22 >100 > 47
Welding instruction
Ignite the electrode and stay at the ignition point until the electric arc is fully stabilised. Keep
a short arc during the welding process. Hold stick electrode vertical to the weldment with
slight weaving. Re-drying: 2 �C 3 h at 250 �C 300 ��C. Only use dry stick electrodes
Welding positions
Current type DC (+) / AC
Approvals
TÜV (No. 10571), DB (No. 10.138.03), GL, BV, DNV, ABS, LR
Form of delivery and recommended welding parameters
Electrodes Ø mm x L 2,5 x 350 3,2 x 350 3,2 x 450 4,0 x 450 5,0 x 450
Amperage 60 �C 90 100 �C 140 100 �C 140 140 �C 180 190 �C 250
|





