������ҵ�� ������ MES ϵͳ�������ͨ��ȷ�������ŵ������Ͱ�ȫ��
������ҵ�� ������ MES ϵͳ�������ͨ��ȷ�������ŵ������Ͱ�ȫ��
�����еĴ�ͳ��ɲ��������פ���ƶ���(EPB)ȡ����ͣ��ʱ������פ���ƶ����Զ��ƶ�;�µ���ʱ������פ���ƶ������Զ������ƶ�������ͬʱ�ɿ�פ���ƶ��������� K��ster ���ŵ� K��ster Automotive Control Systems GmbH (ACS)��ŷ���г��ϵ���פ���ƶ�����Ӧ�̵��쵼��֮һ��2011 �꣬�ù�˾����ƹ������� 120 ���������פ���ƶ�������������פ���ƶ���������װ���߶�ʹ�� Beckhoff ����ʵ����ȫ�Զ��������������������פ���ƶ����ļ���ʽ���ݿ��������̼�غ͵���У����ѯ135-2207-9385.

��������������ĵ���פ���ƶ���(EPB)��ͼƬ��ʾ��������·�������ƶ�ǯ�е��ƶ�����
K��ster �������ڴ������������������ij�ǧ������������ʹ�á�
K��ster ���������е�����פ���ƶ������������յ�������ȫ�׳���ϵͳ�Լ�����������������K��ster Automotive Control Systems GmbH (ACS)�� K��ster �������µ���ҹ�˾֮һ��λ�ڵ¹� Ehringshausen��Ϊ��ͬ��ŷ��������������������פ���ƶ�����K��ster ACS �� 2003 ����㿪ʼʹ�� Beckhoff ������������������ʩ�����죬Beckhoff ���� PC ���Զ��������ѳ�Ϊ K��ster ACS ���Ϳ���ϵͳ��֧����
���������Ժ�У�����̵�ϸ���ļ���¼
��ӹ���ɣ�����פ���ƶ��������Ŀ��ƺͼ��Ҫ��ʮ�ָ��ӡ�һ���棬�������ܵ��۸�ѹ����ǿ��Ӱ�죬����ζ��װ����̱�����Ч�Ҹ߶��Զ����������������Ҫ����һ���棬����פ���ƶ������밲ȫ��صij������������ζ�����ܵ��ϸ�IJ��Ժ��ļ���¼Ҫ�����ơ���һ������������ǣ�����פ���ƶ���װ����ר�õĵ���ϵͳ;��ר�õĵ���ϵͳ�����복��ͨ�ţ���ˣ��ڲ�ͬ�IJ���״̬�£�����Ե���ϵͳ����У(��ǡ��ƶ����ߵ�)�������е������Σ������������͡���ͬ�����첽�衢У�����ܲ��Ժ�װ�ˣ������ߵĿ��ƺͲ��Ե�Ԫ����ͨ�� Beckhoff C6140 ��ҵ PC ���������ݿ�ͨ�š���ҵ PC �䵱���ϵͳ���Զ��ռ�����ϵͳ��������ݲ��������������������������ϵͳ��װ��վ���ͨ��ͨ�� TwinCAT ADS ���С�C6140 Ҳ�����Զ��ά������ϡ����ݿ������еĿ������ϸ�µؼ�¼����������У�����Լ����Ĺ��ܲ��ԡ�ÿ�������ĵ���פ���ƶ������ᾭ�� 100% �IJ��ԡ�����������롮���������IJ�ͬ�������������ǻ��������ƻ�����װ��ͽ������� K��ster �ij�Ʒ �� ����פ���ƶ��� �� ����в������������У������Beckhoff �����˸��ֹ�˾�����Ŷӵ�һԱ��Olive Barwitzki ˵�����ݽ����Լ��ߵ��ٶȽ��У�ȡ���ڷ�Χ������ģ�������ݿ��ѯ��ƽ����Ӧʱ���ԼΪÿ�β�ѯ 100 ms��������� 120 �������פ���ƶ�������ͬ 2011 ������һ�������Լ������ 130 GB �����ݡ�
����פ���ƶ���������У��������̨�Ŀ��Ƽ�����(98%)�� Beckhoff ���Զ����������д�����K��ster �ľ����� Beckhoff ��������Ľ����Ժ�����ԡ����ٵĴ����ٶȺͳ��ߵ��Լ۱�ӡ����̡���Beckhoff ����ƽ̨����һ�������ڣ����˵����Ĺ���˳�����֮�⣬��������(������λ�Ʋ���)Ҳ�ɼ̳��ڿ���ϵͳ�У���Oliver Barwitzki ˵��Beckhoff ��������һ�������ڣ������פ���ƶ������Ƶ���Ԫ����ͨ�ſ�ͨ�� FC5101 �忨�ͳ���ר�� CAN ����Э��(װ���� 11 �� 29 λ CAN ʶ����)�� PLC ֱ�ӽ��С�
K��ster ʹ��������ϵ�����ܿ���չ�� Beckhoff ��Ʒ������װ�ð��� BX ϵ�� Ethernet ���߶���ģ���������Ƕ��ʽ������ ����Ϊ��β������� C6650 ϵ�й�ҵ PC���������� TwinCAT I/O��TwinCAT PLC �� TwinCAT NC I�����ǵĹ�ͬ�����ڣ����еĿ���������һ�������������������ݿ����ϡ�

����У��ϵͳ�Ŀ��ƹ� ����ͳ������Ԥװ��
K��ster Automotive Control Systems GmbH ��ŷ���г��ϵ���פ���ƶ��� (EPB) ��Ӧ�̵��쵼��֮һ����������פ���ƶ���������װ���߶�ʹ�� Beckhoff ����ʵ����ȫ�Զ�����
K��ster ACS ���������� TwinCAT ���������磬TwinCAT NC I �� 2010 ���״����Ϻ������ڵ���פ���ƶ���ģ�黯������װ����ĩ�ˡ�����פ���ƶ�����DZ�������ܱգ���Ϊ�����ᾭ���Ӵ���ˮ���ܷ����ͨ��TwinCAT NC I �������� XY ƽ̨ʵ�֡�����ȷ���㶨�Ĺ켣�ٶȺ��������ܷ��Ӧ�õ�Ψһ������

��Ϊ���� Beckhoff ���Ƽ���
Beckhoff ������ K��ster �ijɹ�Ӧ��ʼ�� 2003 �꣬��Ϊ�״ε���פ���ƶ�������̨�ϵ����ã�����������ƾ�����ڿ��ŵĿ��Ƽ���������ԣ�Beckhoff �ܿ���Ϊ K��ster �ı����Ƽ�����Ӧ�̡�������� K��ster ���Ŷ���ʹ�� Beckhoff �Ŀ����������������������ƻ��ڳ�����ͬʱ��K��ster �����乩Ӧ��ָ��ʹ�� Beckhoff �������Ӽ����Ͻ���K��ster �� Beckhoff ֮��Ĺ�ϵ�����ϵؼ�ǿ���� Lightbus Э�鲻�������� K��ster ���ٶ�Ҫ��ʱ��Beckhoff ���ɿ������� EtherCAT �ֳ����ߡ�

�ٿ�װ�ú� MES ϵͳ�������ͨ��
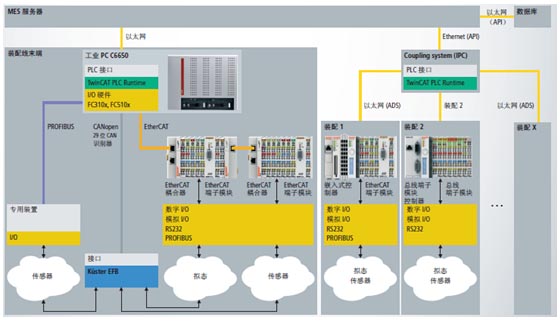
����פ���ƶ���������ÿһ������������������Ժͼ�¼�����ƹ������ǰ�������Ҫ����Ρ�(�μ�ͼ��)���⣬�����ϵͳ�������װ���� TwinCAT PLC �Զ��������� C6650 ���ƹ�ҵ PC�����ڿ�������������ִ��ϵͳ(MES)���ݿ��¼�����е������¼���Beckhoff �������� MES ��Ļ����dz����С�ͨ�� iTAC ���� AG(Oracle ���ݿӦ��)��Beckhoff �� K��ster �����豸���ĺ��������ڴ˵��ʵ���̽ӿڿ��ڶ�ʱ����ִ�С�

����פ���ƶ�������������Ǵ���б�������Ŀ���ӡˢ��·�塣�м���(DC)���/�����顣ͨ�����������ת�˶����ɿ۽��������������װ��������������Ӧ���ͷŻ��������е������װ�䵽��Ʒ����פ���ƶ����У������в��ԡ�

����ǰ̨�еIJ�Ʒ�������Ͽ�������פ���ƶ�����Ǹǣ�����Ǹ�װ���ӡˢ��·��ĵ���פ���ƶ�����ǡ���һ����װ����/�����顣

K��ster �C ������ҵ��ϵͳ�������
�ܲ�λ�ڵ¹� Ehringshausen �� K��ster ������������ҵ�Ĺ���ϵͳ������顣�ü�����ҵ������ 1926 �꣬�ر�ע�ز��������źͳ���ϵͳ������ K��ster ��Ʒ�Ĺ�ͬ�ص�������ǵIJ���ԭ�����ǻ����������ھ����൱���ҵ�������Ӧ���г��ϣ�K��ster ��ǿ�Ƶ�λ�������������ڴ��µľ��ġ���Զ���г���������Ӧ�ԡ�����Ч�ʺͶ��ϸ������������ء�����������K��ster �Ŀͻ����� 30 ������������̣����ж���ŷ�Ĵ�Ʒ�������̡��� 2000 ��������K��ster ���ŵ����۶�㿪ʼ����������2011 �꣬��˾���۶�� 4.2 ��ŷԪ��Ա������ 3,000 �ˡ�
�����̶����еľ�У�����ĵ���פ���ƶ�����װ�䵽����е����һ�������dz���ר��֧�ܡ�
��Լ 100 ̨�����������ӵ����ݿ⣬�����ζ�����ݿ���봦�����������ݡ�ÿ������פ���ƶ��������ݿ��洢��Լ 250 ������ֵ�Ͳ������ݣ����д�Լ 150 ����������������ĩ������ʱ���ռ����ļ���¼ȷ����ֻ�����IJ����Żᱻʹ�ö���Ʒ��������ߵ������Ͱ�ȫ����ÿ����һ������פ���ƶ����������ܹ���ÿ��������ܹ����ҵ��ݶ����ĵ����ǵ����Ρ�һ������Ͷ�ߡ���Ӧ�̲��ò���������ȱ�ݻ����������ʱ����ͷdz������ˣ���Ϳ���ʵ���ݲ�ȷ�ز��ҵ��ĸ������ܵ���Ӱ�졣
���Զ������������̿��ƺͲ�Ʒ�������棬K��ster �������ڼ���������ǰ�С������һ�����ӱ������ڵ���פ���ƶ���������Զ��ά�����й���ʵʩ���ڲ�Ʒ���棬K��ster ������ֵ�ñ����Ľ�չ�������Զ�����������������Щ���г��ױ����������DZ���ļ�����չ��K��ster ������Ͷ����һ������DZ�������Dz�Ʒ��K��ster �����豸����װ����䱸�� Beckhoff �������ĵ�һ�������ߡ�







