| 详细介绍:
型号:900M-T系列
产品颜色:银白色
表面处理效果:亮光
采用高档无氧铜制作,传热快,寿命不少于20000焊点
名称:环保型烙铁头
材质:无氧铜
尺寸:内径:4MM 外径:6.5MM
1.高档无氧铜制作,传热极快。
2.采用纳米分层技术电镀。
3.头部形状为小圆头,直径1.2毫米左右。
4.适用于各种品牌936焊台,907手柄。
提醒:
1.建议在符合焊接的前提之下,尽量采用低温焊接,延长烙铁头寿命。
2.烙铁头焊接一段时间之后,表面会出现氧化层,建议用专用工具去除,否则可能会产生不吃锡的现象。
3.烙铁头切忌干烧,否则寿命会缩短。
4.极力推荐您认真参阅本面的《烙铁头使用及保养》。
特尖特点:
I型烙铁头尖端幼细
应用范围:适合精细之焊接,或焊接空间狭小之情况,也可以修正焊接芯片时产生之锡桥。
标准尖特点:
B型烙铁头无方向性,整个烙铁头前端均可进行焊接。
应用范围:适合一般焊接,无论大小之焊点,也可以使用B型烙铁头
K型特点:
使用刀形部分焊接,竖立式或拉焊式焊接均可,属于多用途烙铁头。
应用范围:适用于SOJ、PLCC、SOP、QFP、电源、接地部分元件、修正锡桥、连接器等焊接。
C型特点:
应用范围与D型烙铁头相似,例如焊接面积大,粗端子,焊垫大的情况适用。 4C/4CF型烙铁头,适用于粗大之端子,电路板上之接地,电源部分等需要较大热量之焊接场合。
烙铁头的选择:
1.大小
A.焊点的大小:根据焊点的大小选择合适的骆驼头能使工作更顺利。烙铁头太小,温度不够;太大,会有大量的焊锡熔化,系列量控制困难。
B.焊点密集程度:在较密集的电路板上进行焊接,使用较幼细的烙铁头能减低锡桥的形成机会。
2.形状
A.焊接元件在种类:不同种类的电子元件,例如电阻、电容、SOJ芯片、SOP芯片,需要不同烙铁头的配合以提高工作效率。
B.焊点接触的容易程度。如焊点位置被一些较高的电子元件围绕而难于接触,可使用形状较长及幼的烙铁头。
C.锡量需要:需要较多锡量,可使用镀锡层表面面积较大的烙铁头。
烙铁头的保养:
1.进行焊接工作前
必须先把清洁海绵湿水,再挤干多余水分,这样才可以使烙铁头得到最好的清洁效果。如果使用非湿润的清洁海绵,会使烙铁头受损而导致不上锡。
2.进行焊接工作时
以下焊接的顺序可以使烙铁头得到焊锡的保护及减低氧化速度。
3.进行焊接工作后
先把温度调到约250℃,然后清洁烙铁头,再加上一层新锡作保护。(如果使用非控温焊台,先把电影切断,让烙铁头温度稍为降低后才上锡。)
4.注意事项
A.尽量使用低温焊接
高温会使烙铁头加速氧化,降低烙铁头寿命。如果烙铁头温度超过470℃,它的氧化速度是380℃的两倍。
B.勿施压过大
在焊接时,请勿施压过大,否则会使烙铁头受损变形,只要烙铁头能充分接触焊点,热量就可以传递,另外选择合适的烙铁头也能帮助传热。
C.经常保持烙铁头上锡
这可以减低烙铁头的氧化机会,使烙铁头更耐用。使用后,应待烙铁头温度稍为降低后才加上新焊锡,使镀锡层有更佳的防氧化效果。
D.保持烙铁清洁,及时清理氧化物
如果烙铁头上有黑色氧化物,烙铁头就可能不会上锡,此时必须立即进行清理,清理时先把烙铁头温度调到约250℃,再用清洁海绵清洁烙铁头,然后再上锡,不断重复动作,直接把氧化物清理为止。
E.选用活性低的助焊剂
活动性高或腐蚀性强的助焊剂在受热时会加速腐蚀烙铁头,所以应选用低腐蚀性的助焊剂。
注:切勿使用砂纸或硬物清洁烙铁头。
F.把焊铁放在焊铁架上收到应小心地把焊铁摆放在合适的焊铁架上,以免烙铁头受到碰撞而损坏。     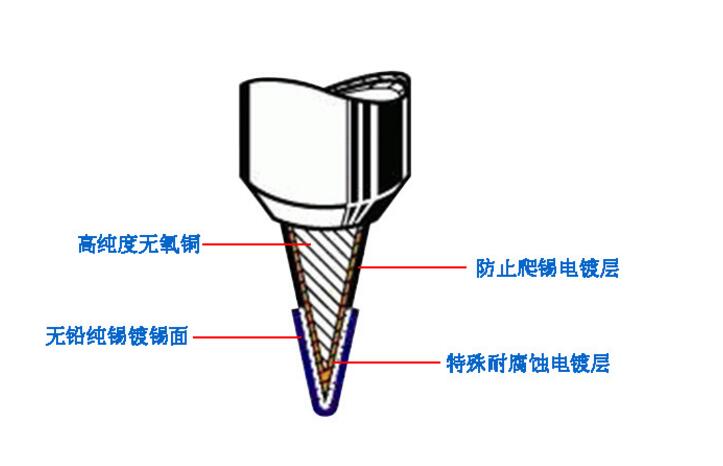     
| 




