| 详细介绍:
硬车CBN刀片,立方氮化硼刀片(HRC45以上高硬度钢件(铸铁件)-郑州华菱品牌
立方氮化硼整体聚晶刀片是采用CBN微粉整体烧结而成的块状材料,经刃磨而形成刀片,与立方氮化硼复合片均称为立方氮化硼刀片。整体聚晶立方氮化硼刀片是一种机夹可转位刀片,常配合立方氮化硼车刀杆使用。
性能特点:
它具有聚晶立方氮化硼的特性如较高的硬度、化学惰性及热稳定性,与立方氮化硼焊接复合片相比,具有长切削刃和较高的韧性,因此它不但可以精加工也可以粗加工。
应用特点
华菱提供如下难加工材料和高效率加工方面的刀具产品及解决方案:
1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】
2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
3,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨,镍基,钴基合金的加工以及热喷涂喷焊件的硬面加工【可订做非标,来图来样加工】
4,普通灰口铸铁、珠光体球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】
立方氮化硼整体聚晶刀片可加工硬度在HRC60以上的淬火钢、模具钢、工具钢、合金钢、灰口铁、白口铁等硬质合金、陶瓷等传统刀具难加工的材料,而且在断续切削,粗加工方面具其独特的特点和应用案例[2]。适用于普通机床、专用机床、自动线以及数控机床,广泛应用于军工、汽车、冶金轧辊、轴承、模具等行业的切削加工。其使用寿命是硬质合金刀具的5~25倍,高耐磨性大大减少了换刀和磨刀的次数,也可不用冷却液而进行干式高速切削,适应日益提高的国家环保要求和“低碳经济”要求。
郑州华菱超硬刀具牌号的选择及切削参数:
|
牌号
|
类别
|
应用范围
|
|
BN-K10
|
焊接式
|
适用于灰铸铁和耐磨合金铸铁材料的连续精加工,如制动鼓、刹车盘、飞轮、缸套等工件的精车和高硬度铸铁材料的精加工。
|
|
BN-K20
|
适用于灰铸铁、球墨铸铁,粉末冶金材料的高速精加工,且适合高速精镗孔。
|
|
BN-H10
|
适用于硬钢材料的连续精加工或轻微断续精加工,如“以车代磨”齿轮、轴承等。
|
|
BN-H20
|
适用于硬钢材料的中/强断续精加工和超高速精加工,如各种仿形轴件和高精密齿轮、轴承的车削和小型内孔的加工。
|
|
BN-K1
|
整体式
|
追求高的抗冲击性能,针对高硬度短铁屑工件研发,具备高硬度的同时,其抗冲击性能更优异,适合大余量粗加工高硬度铸铁件如高铬合金,高镍铬合金,冷硬铸铁,白口铸铁;广泛应用于矿山机械,冶金机械,水泥、电力设备耐磨备件行业。
|
|
BN-S20
|
抗冲击性和耐磨性的完美平衡,可用于粗加工,也可用于半精加工和精加工。适用于各种高硬度难加工材料,如高温合金、耐热耐磨钢、高硬度铸铁/铸钢、淬硬钢、氮化钢、渗碳钢材料的加工。
|
|
BN-S30
|
追求高耐磨性和适当的抗冲击性,适合于灰铸铁、球墨铸铁、合金铸铁及粉末冶金材料的高速精加工,且适合高速高效镗削、铣削加工,
|
立方氮化硼刀片加工铸铁件、淬火钢件牌号的选择及切削参数:
淬火钢件加工根据加工余量及有无断削选择相应的刀具牌号
BN-H10牌号PCBN硬车刀片:连续切削用,Vc=120-190m/min.Fn=0.1-0.3mm/r
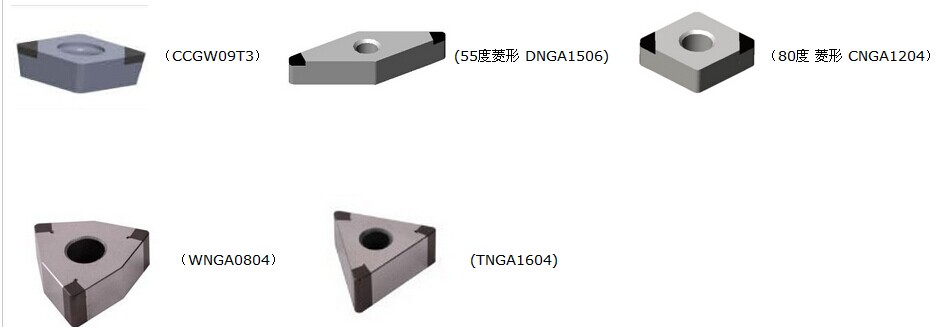
(BN-H11镶嵌式CBN刀片)如图:

BN-H20牌号PCBN硬车刀片:中等断续切削用PCBN刀片,Vc=100-180m/min,fn=0.07-0.15mm/r,镶嵌式结构(同BN-H11)。
BN-H21牌号:强断续切削刀片,焊刃式结构(同BN-H10);抗冲击韧性较好,适合断续切削HRC55以上淬火钢件。
BN-S20牌号:整体PCBN刀片,华菱独家非金属粘合剂CBN刀具配方,可粗加工和断续加工淬火件。吃刀量可达7.5mm,用于修复模具,以车代粗磨从单边背吃刀量方面提高加工效率。Vc=90--150m/min,Fn=0.1-0.45mm/r.
铸铁件车削加工根据(吃刀量)切刀深度及工件的材质选择相应的刀具牌号:
 
BN-K10牌号:连续精车 刀片性能:耐磨,光洁度高(表面粗糙度值低)。切削参数:Vc=300-500m/min.Fn=0.25-0.3mm/r .ap=<0.3mm
BN-K20牌号:连续切削刀片镶焊式CBN材质机夹刀片切削参数:Vc=300-500m/min.Fn=0.25-0.3mm/r
BN-S30牌号:更能实现高速切削,其适合的线速度范围为:粗加工250―450m/min,精加工300―800m/min;而且适合加工中心中以1500m /线速度进行高速切削。所以,其加工效率是硬质合金数控刀片效率的2倍以上
精车(粗车)高硬度工件刀片图片如下:
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务
硬车CBN刀片,立方氮化硼刀片(HRC45以上高硬度钢件(铸铁件)-郑州华菱品牌
| 




