| 详细介绍:
齿轮(20CrMnTi渗碳淬火后)加工高强度刀片(硬车削,以车带磨)
齿轮材质(20crmnti)渗碳淬火后精车加工端面,内孔时,使用的刀具(陶瓷刀具,cbn刀片)会出现崩刃微崩后导致尺寸稳定性差(尺寸超差),刀尖不耐磨问题经常更换以致于加工效率低。华菱品牌 针对精车加工齿轮材质(20crmnti)渗碳淬火后刀具问题推出两款牌号:BN-H11 BN-H10,这两款CBN刀片性能:硬度高,耐磨性好,红硬性好,耐高温。很好地保证了齿轮工件形位公差精度要求及表面粗糙度。
齿轮材质(20crmnti)渗碳淬火变形主要是由于工件在机加工时产生的残余应力,热处理过程中产生的热应力和组织应力以及工件自重变形等共同作用而产生的。特别是大型齿圈和齿轮,大型齿轮齿圈由于模数大、渗层深,渗碳时间较长,并受到自重影响,也会增加渗碳淬火后的变形量。大型齿轮轴变形规律:齿顶圆外径呈明显收缩趋势,但一根齿轴的齿宽方向上,中间呈缩小,两端略有胀大
齿轮渗碳淬火后车削加工外圆,内孔,端面:对于渗碳淬火齿圈齿轮的外圆和内孔变形量的修正,车削是最简单的办法,以前任何刀具包括国外CBN刀具都不能解决强断续切削淬火后齿轮外圆,华菱超硬受邀对此进行刀具研发,“间断切削加工淬硬钢一直是个难题,何况是动辄HRC60左右的淬硬钢,而且变形余量大,在高速车削淬硬钢时,如果工件有间断切削,刀具在间断切削淬硬钢时会以每分钟100次以上的冲击来完成加工,对刀具的抗冲击性能是个很大的挑战。”中国刀协专家如是说。华菱超硬经过长达一年之久的反复试验,推出强断续车削淬硬钢的CBN刀具牌号;并在渗碳淬火后的齿轮外圆进行车削实验。
郑州华菱针对齿轮热后硬车刀片牌号BN-H11 BN-H10 ,实现以车带磨工艺提高加工效率,降低生产成本。
齿轮(20crmnti)渗碳淬火后加工CBN刀片牌号及切削参数:
加工材料:齿轮钢(淬火后硬度58HRC-63HRC)
加工工序:淬火后精车(连续切削)
刀具:BN-H10
切削参数:ap=0.2mm
Fr=0.1mm/r
Vc=180mm/min
切削状态:连续切削,干式切削。
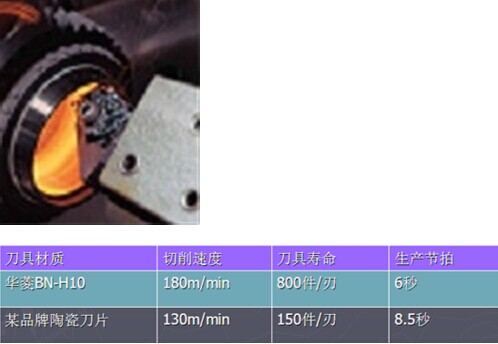
齿轮20crmnti渗碳淬火硬车削刀具 BN-H10立方氮化硼刀具与陶瓷刀片的效果对比如图:
郑州华菱超硬刀具优势:
国家重点产学研科技攻关项目成果,实用新型专利产品。与目前普遍使用金属结合剂的整体CBN刀具相比,其优势在于:避免了因为加入金属结合剂,造成的CBN刀具寿命降低。
应用行业:
热处理后高硬度材料的粗车、精车如齿轮、轴承、齿轮轴,心轴,滚轮,滚珠丝杠等工件热后硬车削;矿山机械水泥机械行业的高硬度合金钢、耐热钢、耐磨钢以及合金堆焊材料的车削;铸钢件车削;各种淬硬工件,氮化工件,渗碳工件的粗、精加工、断续切削等领域。模具热处理后的变形量得修复,以车代磨,硬车削。关于更多难于加工材料技术信息 欢迎登入我司郑州华菱官网:WWW.HLCBN.COM .
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
齿轮(20CrMnTi渗碳淬火后)加工高强度刀片(硬车削,以车带磨)
| 





