| 详细介绍:
风电轴承套圈滚道耐磨精度高数控机夹刀(硬车刀具)
硬车加工风电轴承套圈一般刀具(焊接刀,陶瓷刀具,涂层硬质合金车刀)常出现崩刃,磨损量极快难以保证尺寸的稳定性,从而导致频繁换刀以致于加工效率低下。
硬车所用机床间隙和刚性决定了震刀、让刀问题的发生机率,亦会影响加工工件的尺寸精度和表面粗糙度,所以需要根据自身工件的要求及现用设备状况针对性的选择刀片的几何形状包括立方氮化硼刀片刃口的微观处理,以最大程度降低以车代磨工艺风险

BN-S20牌号CBN刀片加工风电转盘轴承套圈为例,淬火后精车余量5mm;线速度90-150m/min淬火后精车粗糙度沟道表面粗糙度达到Ra0.3μm,满足以车代磨工艺要求;热后硬车双桃形沟道的沟底跳动全部<0.005mm,从加工效率和成本考虑,以车代磨优势明显,以轴承行业加工风电1.5MW机组用变浆轴承内外圈(尺寸:外径φ1900mm,厚130mm)为例,如果淬火后加工余量全部采用磨削加工,磨时间是18小时以上,采用以车代磨工艺,时间只需4.5小时。在同样加工精度的要求下,采用车加工效率是磨加工的4倍;从刀具耐用度来讲,BN-S20牌号立方氮化硼刀片车削1900风电变浆轴承套圈为例,可精车30多件套圈;所消耗的电能及人工,物料耗材却只有磨削的1/5;刀具耐用度高,使用成本更低。
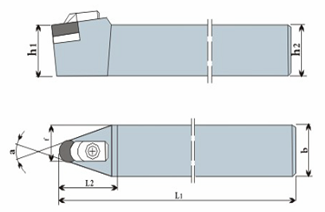
车加工风电轴承套圈常用刀杆型号及刀片型号如下:
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
风电轴承套圈滚道耐磨精度高数控机夹刀(硬车刀具)
| 




