| 详细介绍:
加工外圆有键槽硬度HRC45以上钢件合金刀片(耐冲击,韧性好)
加工外圆有键槽硬度HRC45以上钢件刀片容易出现崩刃(涂层硬质合金刀片常换刀刃,焊接刀需要频繁磨刀,效率低下),尺寸稳定差等问题,欢迎致电 15638121553 吴百利 郑州华菱 市场部
钢件经过表面淬火后洛氏硬度一般在HRC45以上,加工时塑性变形差,切削阻力大,切削温度高。比如刀具材料硬度较低,则刀具切削困难、容易磨损(内孔车加工),刀尖容易崩刃(外圆表面有键槽,小孔)。对淬火钢零件进行粗车加工时,由于切削量大、振动大,选用具有高强度和抗冲击性强、韧性好的车刀。大部分选用硬质合金焊接刀头(YS8,YA6)等。对淬火钢零件进行精车加工时,对刀片硬度、耐磨性和耐高温性要求较高。精车淬火钢选用BN-H11材质刀片,实现以车带磨工艺。加工出工件表面光洁度Ra0.4,尺寸稳定性好。间断切削加工淬火钢选BN-H20材质 刀片性能:硬度高,耐磨性好,抗冲击性强。钢件表面经过热处理后产生变形很大,可选用BN-S20材质刀具大吃刀量,耐磨性好,硬度高,抗冲击性强。
淬火钢在加工时有以下特点: (1)硬度高、强度高,几乎没有塑性:这是淬火钢的主要加工削特点。当淬火钢的硬度达到HRC50~60时,属于最难加工的材料。 (2)切削力大、切削温度高:为了改善切削条件,增大散热面积,刀具选择较小的主偏角和副偏角。这时会引起振动,要求要有较好的工艺系统刚性。 (3)不易产生积屑瘤:淬火钢的硬度高、脆性大,车削加工易产生积屑瘤,被加工表面可以获得较低的表面粗糙度。 (4)刀刃易崩碎、磨损:由于淬火钢的脆性大,车加工屑与刀刃接触短,切削力和切削热集中在刀具刃口附近,易使刀刃崩碎和磨损。 (5)导热系数低:一般淬火钢的导热系数为7.12 W/(m•K),约为45号钢的1/7。由于淬火钢的导热系数低,切削热很难通过切屑带走,加快了刀具磨损。
加工淬火钢(淬硬钢,淬火料,淬火件)立方氮化硼刀片CBN刀片----BN-S20和BN-H20(断削加工)BN-H11牌号,分别用于粗加工和精加工。该三种牌号车刀能有力的提高加工效率,节约生产时间,减少生产成本。该刀头也可车加工、铣削,镗加工调质钢、氮化钢、氮化件、渗碳钢件(渗碳淬火钢件)、热处理后的高硬度钢件(热后加工,热后硬车削)、模具钢(淬火后或调制后的)、20CrMnTi、GCr15轴承钢,Cr12MoV、硬度值在HRC45以上(HRC58,HRC62,HRC60,HRC65等更高硬度的)(45号钢,cr12,cr12mov,H13,40cr,42mocr,20cr)淬火钢件。
加工高硬度工件(HRC45以上)常用刀片材质及刀片型号和切削参数:
针对加工(干式切削)高硬度钢件(HRC45以上)刀片材质分别为:1,BN-H11 2, BN-H20 3,BN-S20三种硬车高硬度钢件。其BN-H11材质刀片适合连续精车(切削淬火硬料参数:Vc=120-230m/min;fn=0.1-0.25mm/r),BN-H20材质刀片适用于表面有断续加工(切削淬火硬料参数: Vc=100-180m/min,fn=0.07-0.15mm/r。BN-S20材质适合大余量车削(粗精车)高硬度钢件刀片,华菱独家非金属粘合剂CBN刀具配方,可粗加工和断续加工淬火件。吃刀量可达7.5mm,用于修复模具,以车代粗磨从单边背吃刀量方面提高加工效率。(Vc=90--150m/min,Fn=0.1-0.45mm/r) 。
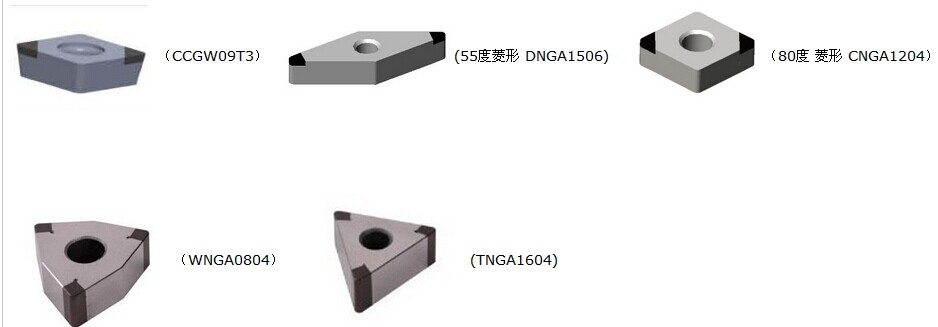
精车加工高硬度钢件(HRC45以上)外圆端面内孔刀片型号:CNGA1204 VNGA1604 DNGA1504 DNGA1506 WNGA0804 CCGW09T304等常用国标型号。
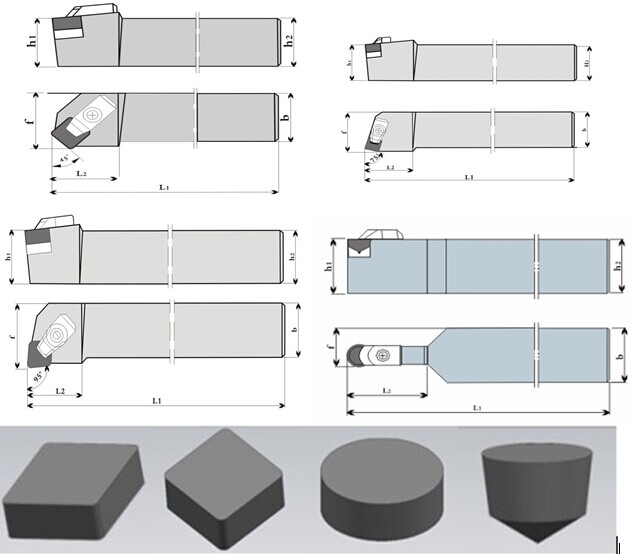
粗精车加工外圆,端面 内孔刀杆型号及刀片型号如下:
刀杆型号: 90度刀杆CCLNR/L2525(32*32 40*40), 45度刀杆CSSNR/L2525(32*32 40*40) ,75度刀杆 CSRNR/L2525 (32*32 40*40).
刀片型号:CNMN1204 CNMN1207 SNGN0904 SNMN1204 SNMN1207 SNMN1507等
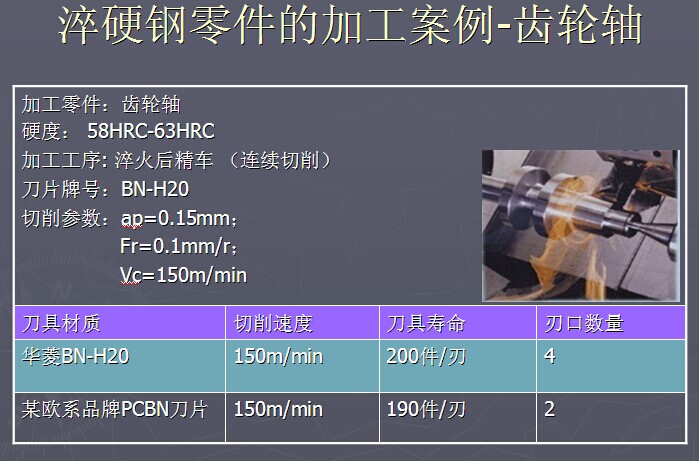
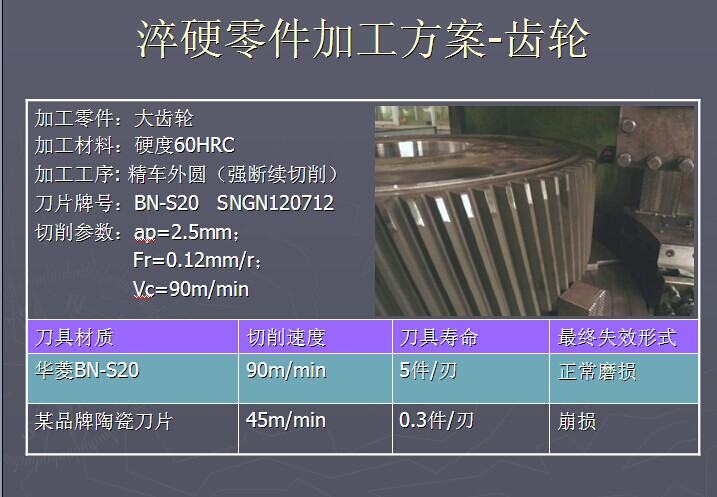
针对高硬度钢件(HRC45以上)硬车削加工案例及刀具在典型行业运用如下:
适合加工方式:车削加工(含粗车、精车,车槽);铣削加工(含粗铣、精铣)、镗削加工(含粗镗、精镗)
适用机床:数控车床(数控立车及普通数控车)铣床(龙门铣床、数控铣床、刨铣床),镗削加工中心/车削加工中心/铣削加工中心,车铣复合加工中心,镗铣复合加工中心。
华菱品牌刀片性能:
硬度HRC97左右,适合加工HRC35―HRC79硬度之间的高硬度材料,也适合高速切削普通灰口铸铁和球墨铸铁,抗冲击性和耐磨性的完美平衡。可高速高效精加工;亦可用于普通机床,进行低/中速状态下的粗加工和半精加工;广泛应用于灰铸铁,耐磨合金铸铁,夹砂、白口铸铁和各种铸钢,淬硬钢材料,热喷涂喷焊,激光熔覆修复,堆焊件等难于加工材料的加工。可承受大切深、大走刀,能适应断续切削。
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
加工外圆有键槽硬度HRC45以上钢件合金刀片(耐冲击,韧性好)
| 




