| 详细介绍:
立方氮化硼刀片加工制动鼓铸铁(HT250)-耐磨高精度CBN刀具
加工(精车)制动鼓铸铁HT250刀具不耐磨,光洁度不好等刀具问题,欢迎咨询 15638121553 吴百利 郑州华菱市场部
汽车制动鼓常用用铸铁(HT250)材料整体浇铸而成,铸铁(HT250)具有一定的强度和良好的耐磨性,因此铸铁汽车制动鼓在车削加工中对刀具的要求相当高,目前国内汽车制动鼓车削加工中比较主流的两种刀具,一、涂层硬质合金刀片 二、立方氮化硼CBN刀片 . 立方氮化硼刀片PCBN刀具BN-S30、BN-K20材质具备了高效率、高耐磨性、加工后工件表面粗糙度低、刀具寿命长等优良的特性,在车削加工中使用PCBN刀具不仅可提高产品的加工质量,而且可大幅度提高加工生产效率,满足现代工业高效生产的需要。适宜于铸铁汽车制动鼓的粗精加工。 现在替代了硬质合金刀具是一种趋势。
加工刹车盘,制动鼓,汽车飞轮,离合器压盘,压缩机缸套,汽车缸套,发动机缸体、缸盖,变速箱壳体(HT250,HT200,HT300)等等,这些工件大部分都是灰铸铁工件,球墨铸铁工件.
BN-S30材质立方氮化硼刀片(CBN刀具)与硬质合金数控刀片对比:
1,从加工效率来讲:相比涂层硬质合金刀片,BN-S30更能实现高速切削,其适合的线速度范围为:粗加工250―450m/min,精加工300―800m/min;而且适合加工中心中以1500m /线速度进行高速切削。所以,其加工效率是硬质合金数控刀片效率的2倍以上(硬质合金涂层数控刀片的精加工线速度上限为350m/min)。
2,从刀具耐用度(刀具寿命)来讲:BN-S30材质数控刀片的寿命是涂层硬质合金寿命的15倍左右。以日本三菱刀具加工铸铁工件常用数控刀片材质牌号UC5115涂层数控刀片来讲,粗车铸铁工件时,BN-S30寿命是UC5115的6倍以上,精车时寿命是UC5115的20倍左右。
3,铸铁件加工光洁度方面,BN-S30牌号材质能达到Ra1.6以内的粗糙度;明显优于硬质合金刀片。
BN-S30材质刀具适用于粗精车一把刀,可以实现大余量车削,高速切削来提高加工效率。而且刀具加工出工件表面粗糙度很高可达Ra0.8.不过得配用上压式车刀刀杆。
常用刀杆型号:95度正反车刀杆CCLNR/L2525(32*32 40*40),45度正反车刀杆CSSRNR/L2525(32*32 40*40),75度正反车刀杆CSRNR/L2525/L2525(32*32 40*40)。刀片型号:80度菱形刀片CNMN120408(12 16),方形刀片SNMN120408(12)
.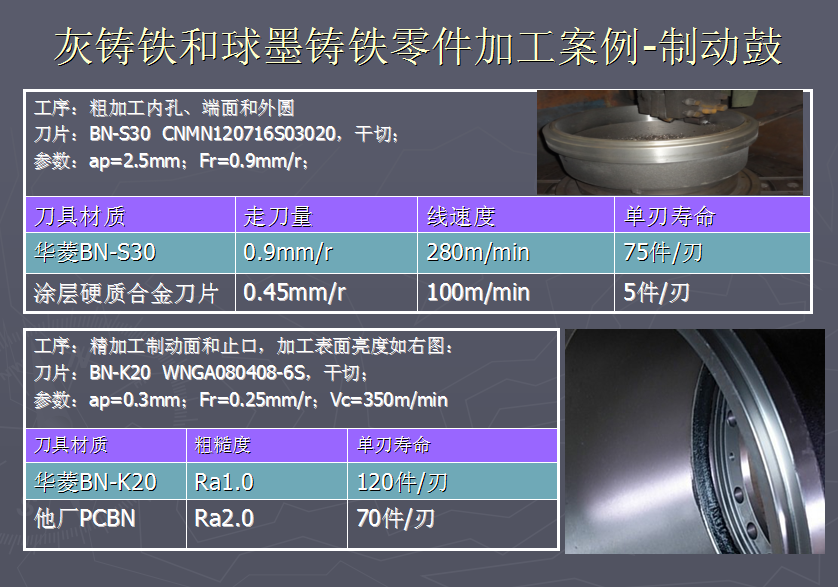   
BN-K20材质刀具(精车)加工制动鼓参数如下:
工序:精加工制动面和止口,加工表面亮度:
刀片:BN-K20 WNGA080408-6S,干切;
参数:ap=0.3mm;Fr=0.25mm/r;Vc=350m/min
BN-K20材质数控刀片是带中心孔的数控刀片(配用的数控车刀杆与硬质合金数控刀片配套刀杆通用)其刀片国标型号分别为CNGA120408和WNGA080408 TNGA160404(08) (与硬质合金数控刀片型号CNMG120408和WNMG080408 TNMG160404(08)用刀杆通用)。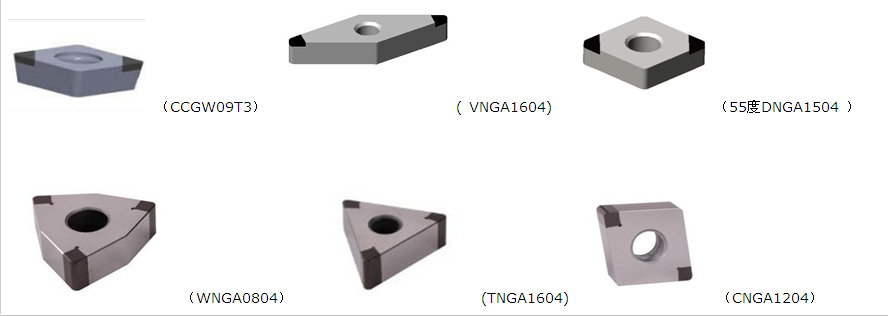
适合加工方式:车削加工(含粗车、精车,车槽);铣削加工(含粗铣、精铣)、镗削加工(含粗镗、精镗)
适用机床:数控车床(数控立车及普通数控车)铣床(龙门铣床、数控铣床、刨铣床),镗削加工中心/车削加工中心/铣削加工中心,车铣复合加工中心,镗铣复合加工中心
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
加工制动鼓铸铁(HT250)立方氮化硼刀片-耐磨高精度CBN刀具
| 




