| 详细介绍:
热处理后轴承钢硬度61-63度数控刀具(高效率,尺寸稳定好)
热处理后轴承钢硬车刀具的选用及刀具使用过程中出现的问题,欢迎咨询 15638121553 吴百利 郑州华菱 市场部
轴承钢GCr15具备硬度高且硬度很均匀、很强的耐磨性,以及高的弹性极限。由于轴承钢的特性也被广泛孰知及运用,GCr15是一种最常用的高铬轴承钢淬火套圈HRC61-63,具有高的淬透性,热处理后可获得高而均匀的硬度。耐磨性优于GCr9,轴承钢淬火套圈HRC61-63淬火态的硬度般在HRC62-68;除了常用作滚动轴承套圈和滚珠外此外也可用作承受大负荷.要求高耐磨性.高弹性极限.高接触疲劳强度的其他机械零件及各种精密量具冷冲模等。如机床的滚珠丝杆,涡轮喷气发动机喷嘴的喷口.柱塞.活门.衬套等。
这么高的硬度轴承钢在加工过程中会遇到很多的加工问题,影响加工效率,提高生产成本,从而选择好的刀具材料显得尤为重要。 加工高硬度轴承钢刀具不外乎四种刀具材料1,硬质合金焊接刀2,涂层硬质合金刀片3,陶瓷刀具 4,立方氮化硼刀具。而立方氮化硼刀具 具备高硬度,耐高温性,红硬性,耐磨性,可实现高速切削 从刀具成本来讲 性价比还是很有优势。因此颇受制造业的认可。
针对高硬度轴承钢刀具材质的选择及切削参数如下:
加工高硬度轴承钢材料CBN刀具有三种牌号可选:分别为1,BN-H11 2,BN-H20 3,BN-S20.
BN-H11牌号CBN刀具适合于连续加工,加工量不超过0.30mm,线速度在120-180m/min,进给量Fr=0.10-0.15mm/r。 单从刃口数量来讲,这款刀具更加经济。属于多刃口刀具。
BN-H20牌号CBN刀具 适宜于断续加工,加工量最好控制住0.15mm左右,线速度也得降低在90-110m/min,进给量fr=0.07-0.10mm。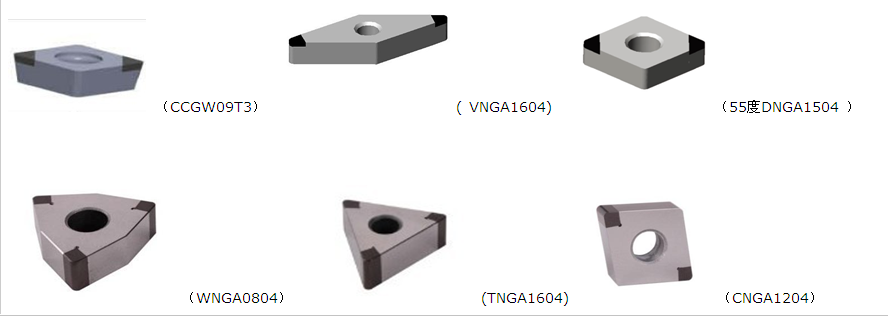
BN-S20牌号CBN刀具 事宜粗精车加工,粗精车一把刀,切刀深度可达7-8mm,线速度90-110m/min,进给量Fr=0.15-0.25mm/r。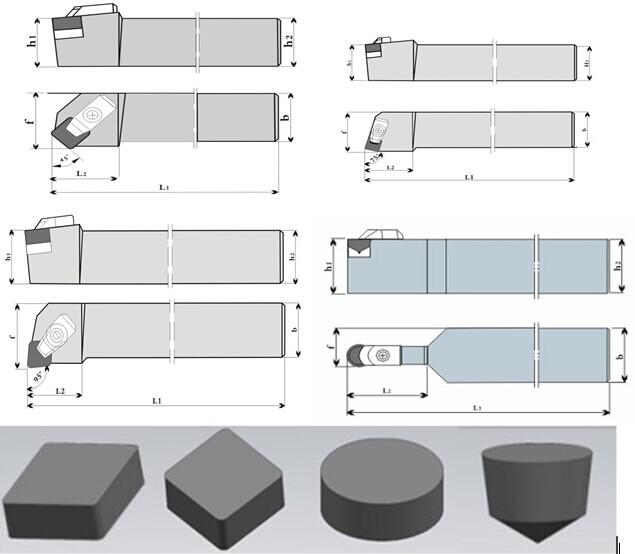
以上刀具牌号均是数控机夹刀,精车这一工序的话,直接确定一下现用刀片型号及刀杆型号即可。刀片均是属于国标型号。
若加工量很大2mm以上 ,选用BN-S20牌号刀具且得配用专用可转为机夹车刀杆,这时得确定一下刀杆刀方,角度,正手刀或反手刀等参数。
国标刀杆尺寸如下:25*25方,32*32方,40*40方,角度(45度,75度,95度),正手刀或反手刀。
根据具体工件信息及加工信息为你制作合理解决方案,技术部也会全程跟踪直至刀具步入正规生产节奏。 华菱超硬公司 面对全国的用户承诺:质量三包,无条件调货或退货(产品无使用过的)。
热处理后轴承钢硬度61-63度数控刀具(高效率,尺寸稳定好)
| 




