

�������ƣ�̨���л���Сϼģ������˾
��ϵ�ˣ���������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺422569987@qq.com
��ϵ��ַ���㽭���ұ��ǹ�ҵ��18857609316
�ʱࣺ318020
��ϵ��ʱ����˵�������������Ͽ����ģ�лл��
�۵�ע�����ɺ�ģ��/�ɱ�����
��ת��ע��ģ��
��ܰ��ʾ����������ע��ģ����ѯ���ߣ�18857609316 ���ܡ����ߣ�0576--89881100��
Сϼģ����ǿ������Ŷӿɽ��ܣ��ṩ��Ʒ�����ߣ���άͼֽ����άͼֽ�����Ա��ۿ�ģ����ӭ������ѯ���ۣ�

|
�ͺţ� |
��Ҫ���� |
|
ǻ���� |
1��1 |
|
ģ�ܣ� |
LKM, ISM����HASCO ���տͻ�Ҫ�� |
|
ģ�߲��ʣ� |
P20, 718H, H13, 2344, 2316, NAK80 |
|
ģ������ϵͳ�� |
������/������ |
|
��������� |
UG; PROE; CAD |
|
���ϲ��ʣ� |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
ģ�������� |
500,000��-3,000,000�� |
|
ģ�߳ߴ磺 |
���ݲ�Ʒ��� |
|
ģ�������� |
���ݲ�Ʒ��� |
|
��Ʒ�� |
���ݲ�Ʒ��� |
|
��ͨģ�߽����ڣ� |
35-50�� |
|
��Ҫ����ģ�� |
55-85�� |






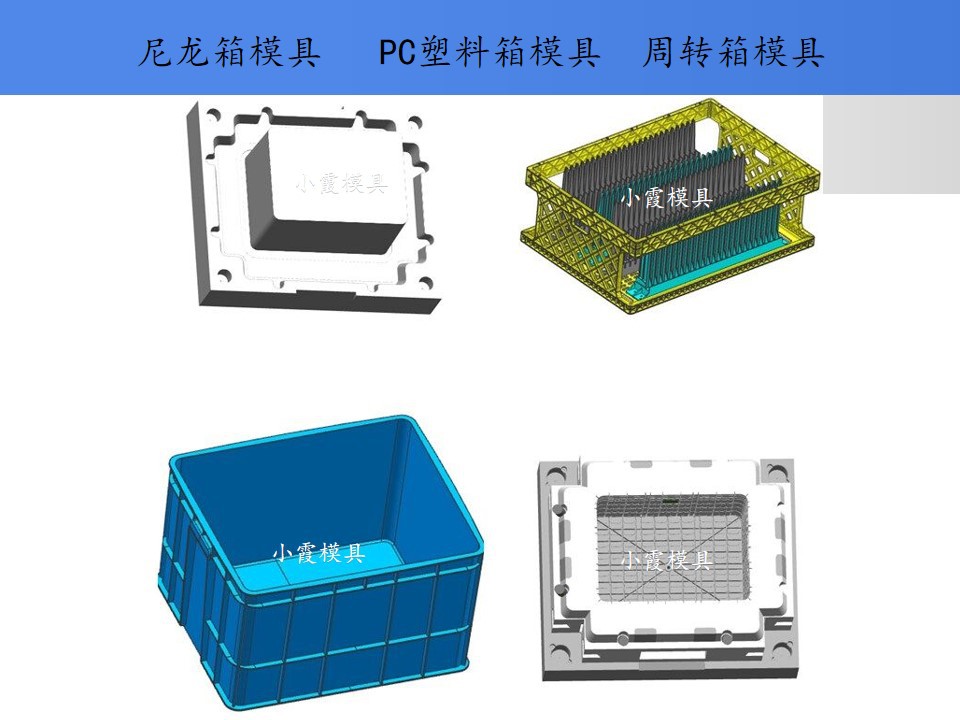
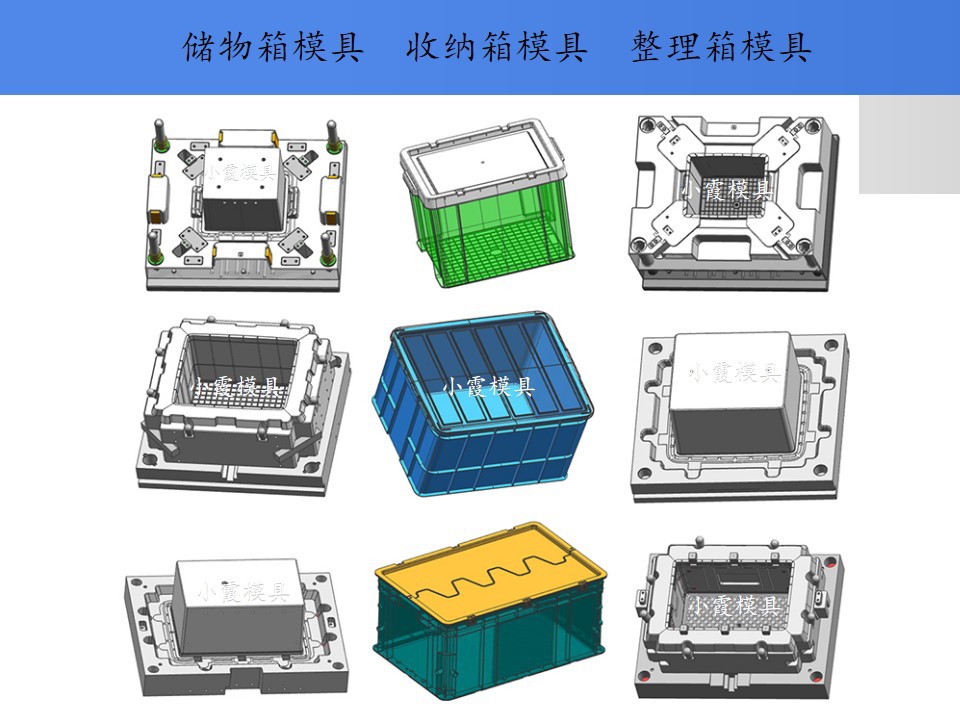
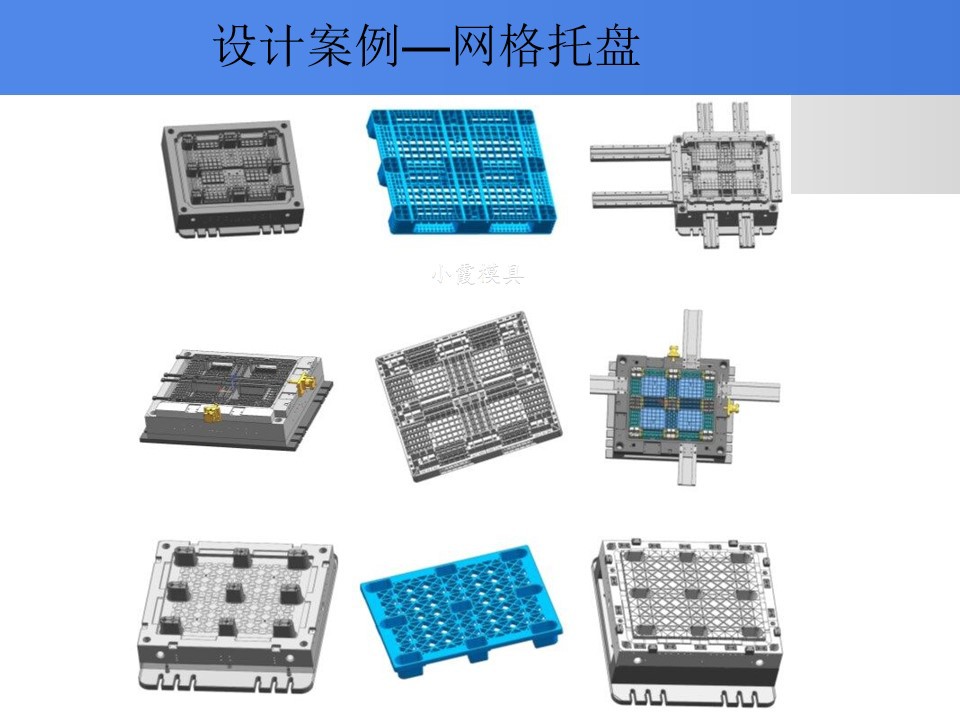

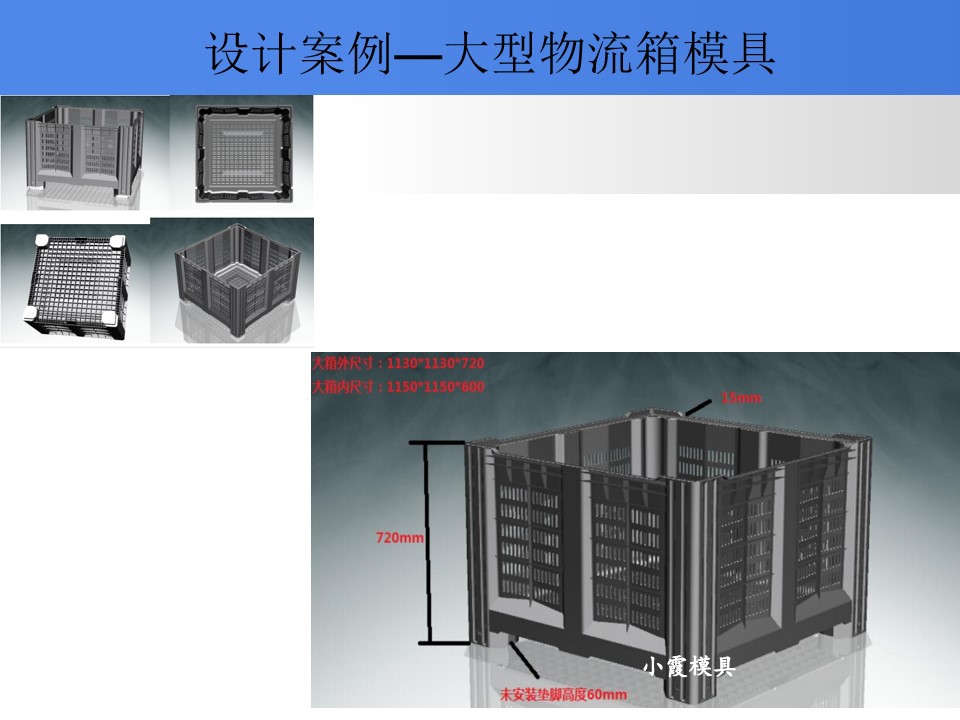
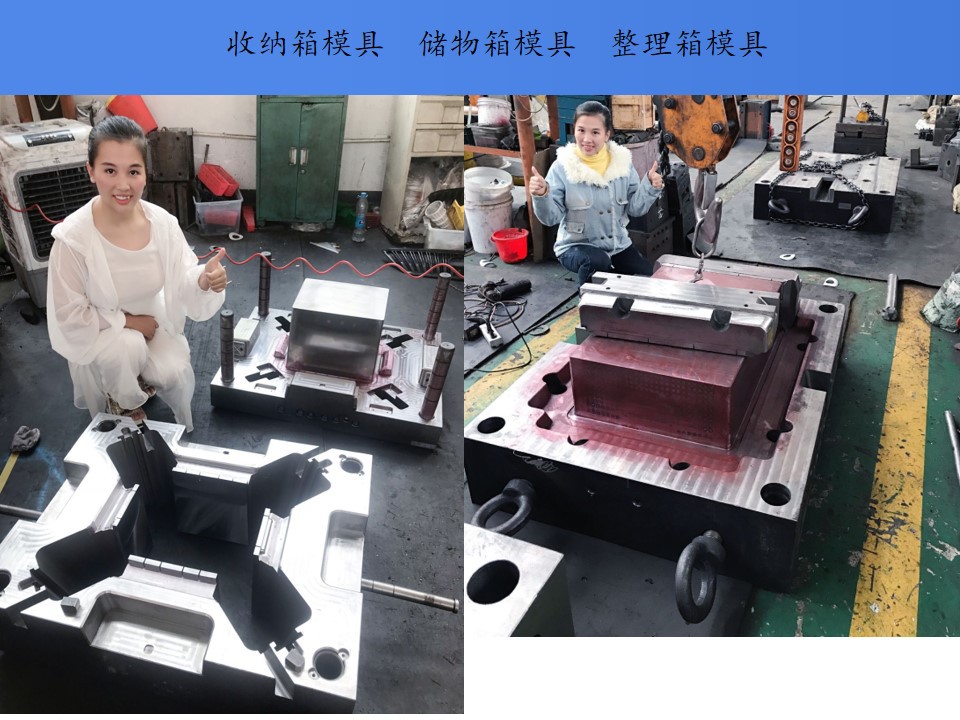

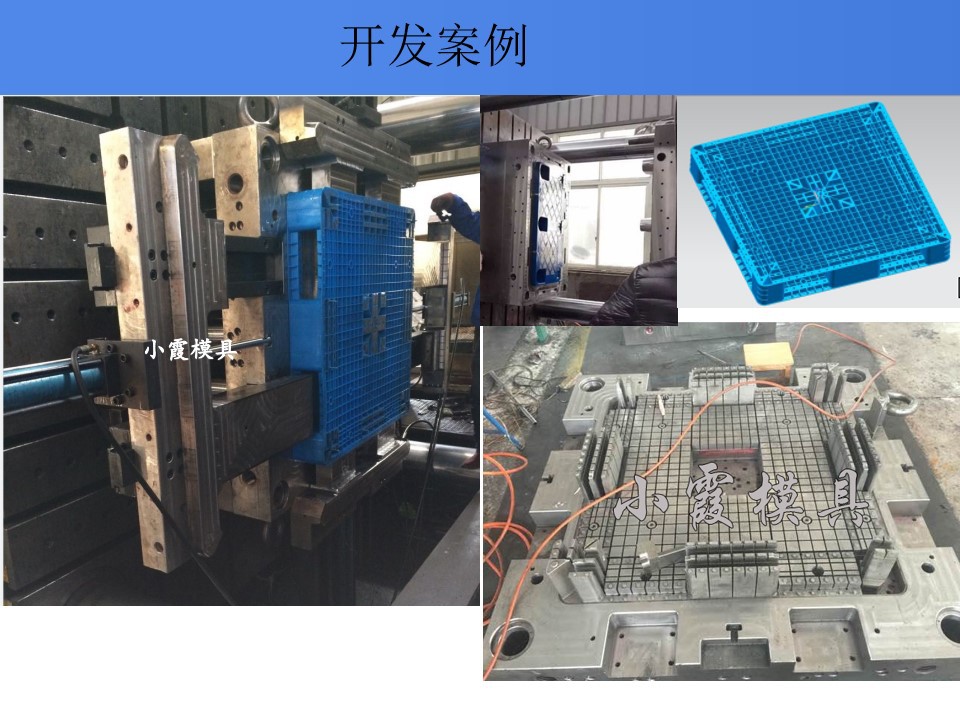




��ת��ģ�� �ܽ���ģ�� ������ģ�� ������ģ��
�й����ϼӹ���ҵЭ�����ϼҾ���ƷίԱ�ᣬ�ƽ̨��������ֵ����Դ�������������ƣ�������Ϊ�飬��������ͬ�У� ע��ģ������֪ʶ ģ��������Ҫ�� ��ģ�� Ϊʹ��Ʒ��ģ����ȡ����ģ�߷ֳɹ�ĸģ�������֣��˷ֽ����֮Ϊ��ģ�森���з�ģ�����������ã�����ģ�߾��Ⱥͳ���֮���죬�ײ���ë�ߣ����ߣ��а���Ʒ��ۼ����ȣ�ѡ���ģ��ʱע�⣺ ����λ������λ�ö�Ӱ���Ʒ��ۣ� ��ģʱӦʹ��Ʒ��������ģ������һ�࣮
λ��ģ�ӹ��Ͳ�Ʒ��ӹ����״��� ����ͬ���Ҫ��ߵIJ�Ʒ�������ܽ���ǻ�����ͬһ�࣮ ���ⳤ��о�����ǽ�����ڹ�ģ��ģ������һ��Ҫ��Ӧ����о�����������ڹ�ģ�࣮ һ�㲻����Բ�����ַ�ģ��������Ӱ���Ʒ��ۣ� ���������Ժ������֮���ϣ�Ӧ���ò��Ʒ�ʽ���Ϳɷ���ë�߲����� ���ڸ߶ȸߣ���ģб��С֮��Ʒ����ȡ�м��ģ����ǻ����������������ģ�� Ϊʹ��Ʒ���״�ģ�����ѳ���ģ����������ģб�ȣ����С�Ӳ�Ʒ��״�����ϣ�ģ�߽ṹ�����澫�Ⱥͼӹ���ʽ��ͬ���죮һ��Ϊ�����������ڲ�Ӱ���Ʒ��ۺ�����֮�����£���ģб���������ã�
դ����״���ߴ缰���ͬӦ�в�ͬ����ģб�ȣ����鹫ʽ���£� 0.5(A---B)/H =1/12��1/14 A=��˳ߴ� B=С�˳ߴ� H=�߶� դ��ھ���4mm����֮���ϣ���ģб��Ϊ1/10����, դ�������mm��б�Ȳ��ɹ��ݼӴ���ĸģ�������λ����ģ����դ��ν�λ�Ӵɿ��ǼӴ�б�ȣ� ��ǿ��ɸ���������Ӧ�����Σ�����ǿ���ã� ���ߣ� 0.5(A-B)/H=1/500��1/200
���ߣ� 0.5(A-B)/H=1/150��1/100 ���� 0.5(���ֱ�� �C С��ֱ��)/�ȣ�1/30��1/20(�������ģ��ͬһ��) ĸģ�ࣺ0.5(���ֱ�� �C С��ֱ��)/�ȣ�1/50��1/30 ��ģ�ࣺ0.5(���ֱ�� �C С��ֱ��)/�ȣ�1/100��1/50 (�������ģ������) ע: ĸģ����ģб�ȿɽϹ�ģ���Щ����������ģ�� ��Ʒ������ֱ��Ӱ�쵽�������ں�����Ч�ʣ���������������������ݺ�Ӧ�����������ģ��ʱ���������Ӧע�⣺
��Ʒ��еǿ���Ƿ��֣� �ܷ���ȷ�ɢ���������ģ�������������ѣ� �������ʱ�������ѣ��Ƿ�����ⱡ��������߶�Ӱ��ǿ�ȣ� ���������һ�£��Է��������ݣ� ��̫���Ƿ������������谭������ һ��Ϊ��Ʒ����֮Բ����������ǿ���ܱ�ǿ�ȣ�װ���������֮�ã���������������ˮ����ۼ�������ɳ�������ս��������ʱע��㣺 ��߶��Բ���������ֱ��֮����Ϊ�ˣ������������ǿ�
��λ�ò���̫�ӽ�ת�ǻ��ڣ������ڼӹ��� ����ѡ��Բ�Σ������ڼӹ������������ڵײ��ɸ߳�����0.3��0.5mm�� �ڶ�����Ʒ�϶��пĴ��ڣ�����Ҫ�����ַ�����ȡ��: �ڲ�Ʒ��ֱ�ӳ��� �ڲ�Ʒ���ȳ���Ԥ���ף��ٻ��ӹ���ɣ� ���ͺ��ɻ��ӹ���ף� ���ʱ��ע�����¼��㣺 �����֮��������2�����ϣ� �����Ʒ��Ե֮����ӦΪ��֮3�����ϣ� ��֮�ܱ���������� �����Ʒ���֮����ӦΪ��0.75������
���ڣ�2023-8-4 ��














