商铺名称:山东益宏源金属制品有限公司
联系人:许()
联系手机:
固定电话:
企业邮箱:792653744@qq.com
联系地址:山东省聊城市高新区九州办事处湖南路与中华路西100米路南聊城鲁阳型材东临8号
邮编:252000
联系我时,请说是在五金机电网上看到的,谢谢!

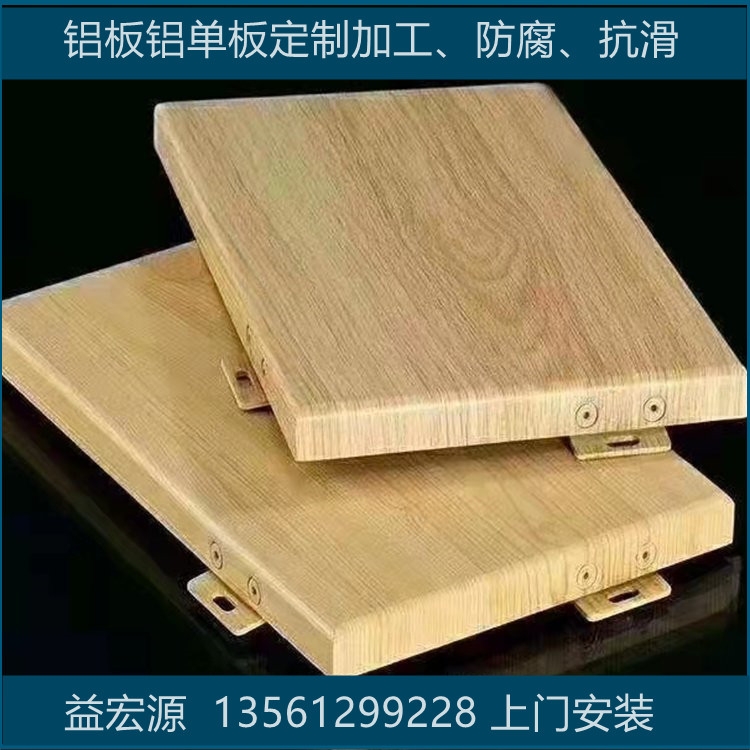
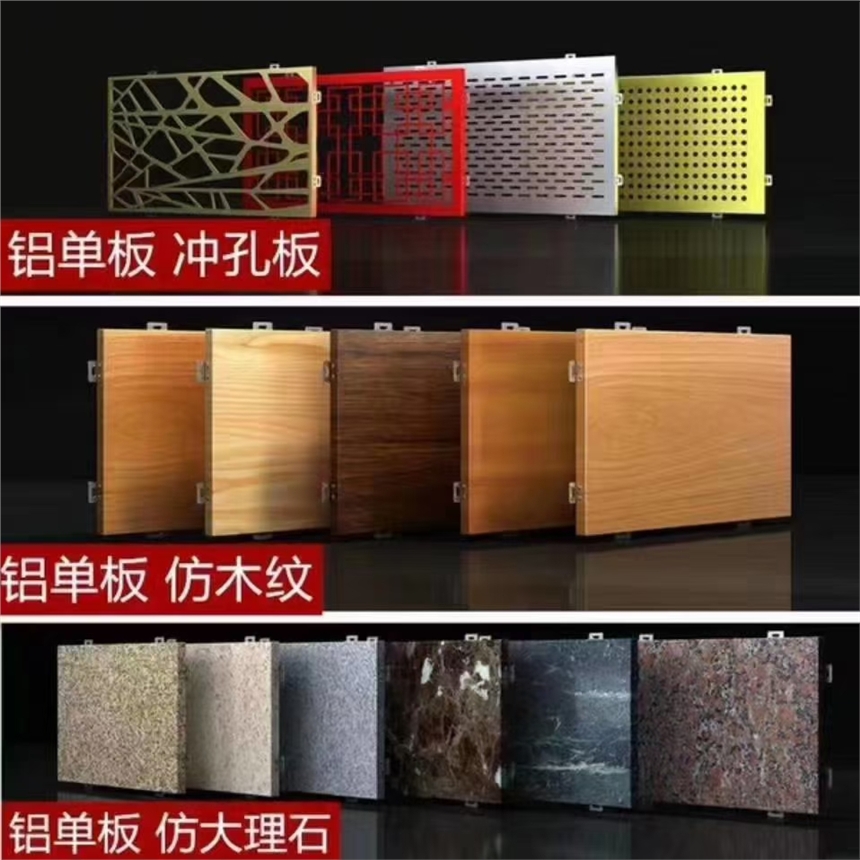
幕墙铝单板
由于铝单板幕墙的形状,规格,厚度,表面处理有很多种,为此对于铝单板的生产厂家来说,其生产工艺也是相对的,但是不同的厂家具备不同的优势,而且对于具体的市场来说,也与很多因素有关,比如生产工艺的经营成本、运输成本、销售成本等等,而且由于规格不样,那么铝单板的厚度与色泽也是不同的,自然是会影响到的变化。
相比于每个幕墙铝单板厂家来说,它们的产品规格都是不样的,不过对于建材材料而言,在技术方面是需要不断升级和改进的,无论是厚度还是色彩,如果在计算的话,自然是需要考虑到幕墙的面积,相比于不同的建筑物而言,在进行设计的时候,定要考虑到经济成本。


幕墙铝单板铝合金建材应用场合:
2、机场、火车站、轻轨站。
5、办公大楼、写字楼、住宅、别墅装修等等


入口测厚仪检测出来料厚度偏差ΔH,对轧机的压下实行前馈控制。出口测厚仪测出厚度不断修正和标定P-AGC以提高其控制精度,起监控的作用。通过粗调系统的控制,基本上应该消除了来料的厚度偏差,以保证终成品的精度。精调AGC由轧机测厚系统及轧机和卷曲机组成张力AGC精调系统。精调AGC常用张力调厚的方法。由轧机出口测厚仪发出信号来反馈控制张力。由于张力调节范围有限,当厚度较大时,需将偏差信号补充反馈给粗调AGC系统。加减速阶段厚度补偿系统轧机在加减速阶段,速度变化很大,采用根据速度值来调整轧机辊缝及附加系统。这实际上是一种速度过程控制。当轧件速度变化时,支撑辊油膜轴承的变形区的摩擦系数也相应变化。这使空载辊缝和轧制压力变化,因而使带钢厚度产生偏差。这时应进行油膜厚度的张力补偿。头尾端的失张补偿通常采用压下过程控制实现失张补偿。稳速轧制阶段,恒张力控制对于开卷机及卷曲机和轧辊之间设有独立的恒张力控制系统,保证在整个稳速轧制阶段期间张力恒定。