

ЙМЖМГыіЖЈәЗеәУПШРПЧкУІЦКәПҪрі§
БӘПөИЛЈәЦЬҫӯАнЈЁПИЙъЈ©
БӘПөКЦ»ъЈә
№М¶Ёөз»°Јә
ЖуТөУКПдЈә594302016@qq.com
БӘПөөШЦ·ЈәЗеәУПШ
УКұаЈә54800
БӘПөОТКұЈ¬ЗлЛөКЗФЪОеҪр»ъөзНшЙПҝҙөҪөДЈ¬Р»Р»ЈЎ
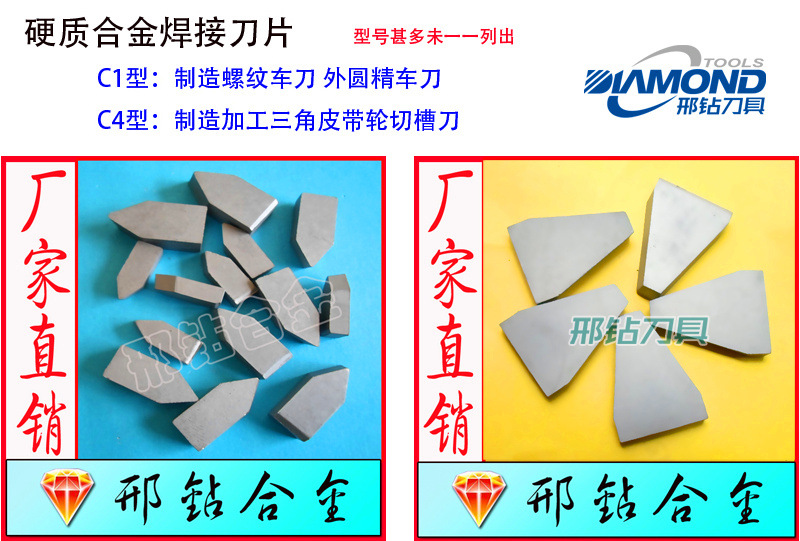
УІЦКәПҪрө¶Ж¬ЕЖәЕұнКҫ·Ҫ·ЁИзПВНјЈә
ОЩоСоЬАаУІЦКәПҪр
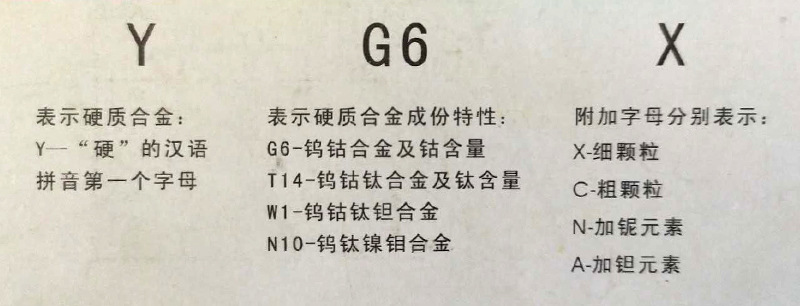
ЦчТӘіЙ·ЦКЗМј»ҜОЩЎўМј»ҜоСЈЁTiCЈ©ј°оЬЎЈЖдЕЖәЕУЙЎ°YTЎұЈЁЎ°УІЎўоСЎұБҪЧЦәәУпЖҙТфЧЦКЧЈ©әНМј»ҜоСЖҪҫщә¬БҝЧйіЙЎЈ
АэИзЈ¬YT15Ј¬ұнКҫЖҪҫщМј»ҜоСЈЁTiCЈ©=15%Ј¬ЖдУаОӘМј»ҜОЩәНоЬә¬БҝөДОЩоСоЬАаУІЦКәПҪрЎЈ
ОЩоСогЈЁокЈ©АаУІЦКәПҪр
ЦчТӘіЙ·ЦКЗМј»ҜОЩЎўМј»ҜоСЎўМј»ҜогЈЁ»тМј»ҜокЈ©ј°оЬЎЈХвАаУІЦКәПҪрУЦіЖНЁУГУІЦКәПҪр»т УІЦКәПҪрЎЈ
ЖдЕЖәЕУЙЎ°YWЎұЈЁЎ°УІЎұЎўЎ°НтЎұБҪЧЦәәУпЖҙТфЧЦКЧЈ©јУЛіРтәЕЧйіЙЈ¬Из YW1ЎЈ
ОЩоЬАаУІЦКәПҪр
ЦчТӘіЙ·ЦКЗМј»ҜОЩЈЁWCЈ©әНХіҪбјБоЬЈЁCoЈ©ЎЈ
ЖдЕЖәЕКЗУЙЎ°YGЎұЈЁЎ°УІЎўоЬЎұБҪЧЦәәУпЖҙТфЧЦКЧЈ©әНЖҪҫщә¬оЬБҝөД°Щ·ЦКэЧйіЙЎЈ
АэИзЈ¬YG8Ј¬ұнКҫЖҪҫщWCo=8%Ј¬ЖдУаОӘМј»ҜОЩөДОЩоЬАаУІЦКәПҪрЎЈ
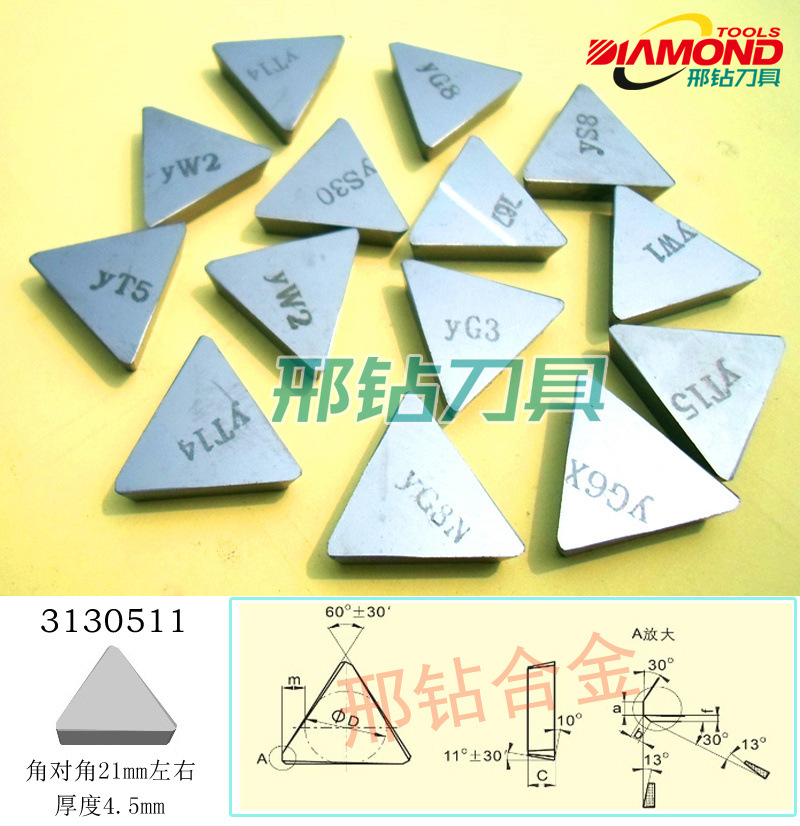
УІЦКәПҪрө¶Н·РНәЕұнКҫ·Ҫ·ЁИзПВНјЈә

ЦчУӘЖ·ЕЖЈәЦкЦЮЧкКҜЕЖ|ЧФ№ұіӨіЗЕЖ|ЗеәУРПЧкЕЖ|өИ¶ајТЖ·ЕЖЈЎ
ЦчУӘІъЖ·ЈәУІЦКәПҪрө¶Ж¬|УІЦКәПҪрө¶Н·| 4160511Піө¶Ж¬|әёҪУө¶Н·|КэҝШө¶Ж¬|өШЦКҝуЙҪАаЙъІъі§јТ
УІЦКәПҪрЦчТӘІДЦКЈЁЕЖәЕЈ©ЈәYT14 YT15 YT5 YW1 YW2 YG6 YG8 YS25 YS30 YW3 YT05 YT30 YC201 YM201 YC35 YC45 YD15 YS8 YS2T YG3 YG3X YG6A YG6X YG8N YD201 YT14Z
іөҙІУІЦКәПҪрәёҪУө¶Ж¬ЦчТӘЦЦАаЈә
A1РОУГУЪЦЖФмНвФІіөө¶Ј¬пЫө¶әНЗРІЫө¶ЦчТӘРНәЕУРЈәA110/A112/A114/A116/A118/A118A/A120/A122/
A122A/A125/A125A/A130/A136/A140/A150/A160/A170.
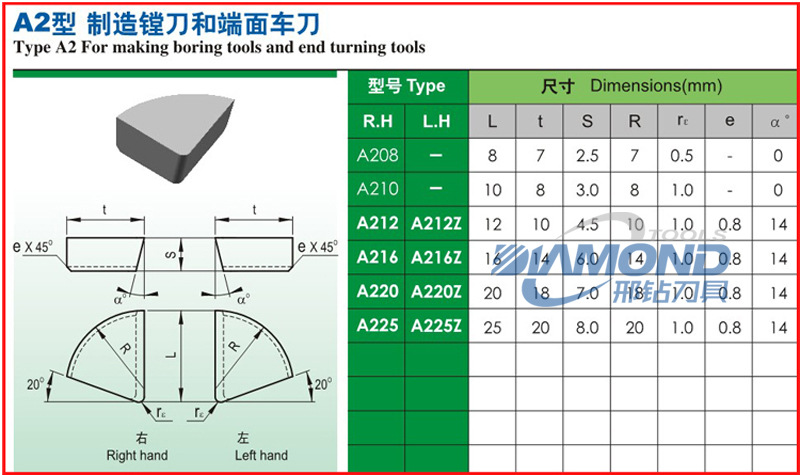
A1РНУІЦКәПҪрө¶Н·РНәЕіЯҙзИзПВНјЈә

УГУЪЦЖФмпЫө¶әН¶ЛГжіөө¶ДЪҝЧө¶Ж¬--ЦчТӘРНәЕУРЈәA212/A216/A220/A225/A212Z/A216Z/A220Z/A225Z
A2РНУІЦКәПҪрө¶Н·ө¶Ж¬өДУГНҫ:
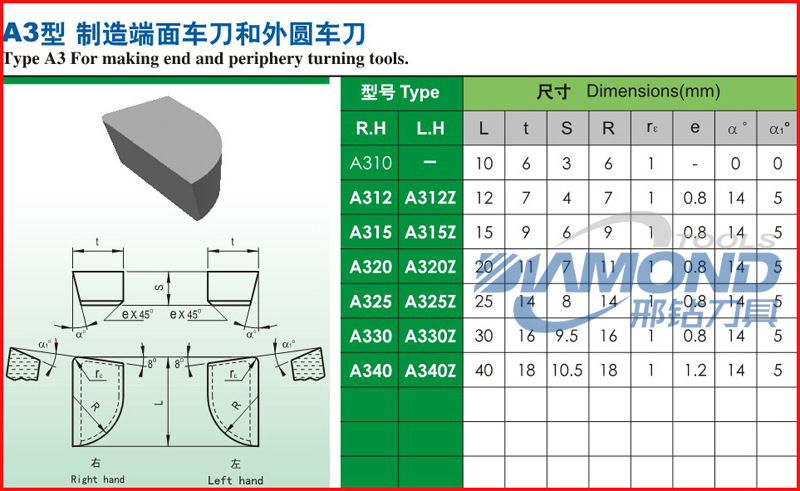
A3РНУГУЪЦЖФм¶ЛГжіөө¶әННвФІіөө¶РНәЕУРЈә
A312/A315/A320/A325/A330/A340/A312Z/A315Z/A320Z/A325Z/A330ZA340Z

A3РНУІЦКәПҪрө¶Ж¬РНәЕіЯҙз/РОЧҙЈЁіӨ*ҝн*әсЈ©ИзПВНјЈә
A4РНУІЦКәПҪрәёҪУө¶Ж¬РНәЕЈәA416/A420/A425/A430/A430A/A440/A440A/A450/A450A/A416Z/
A420Z/A425Z/A430Z/A430AZ/A440AZ/A450A/A450AZ

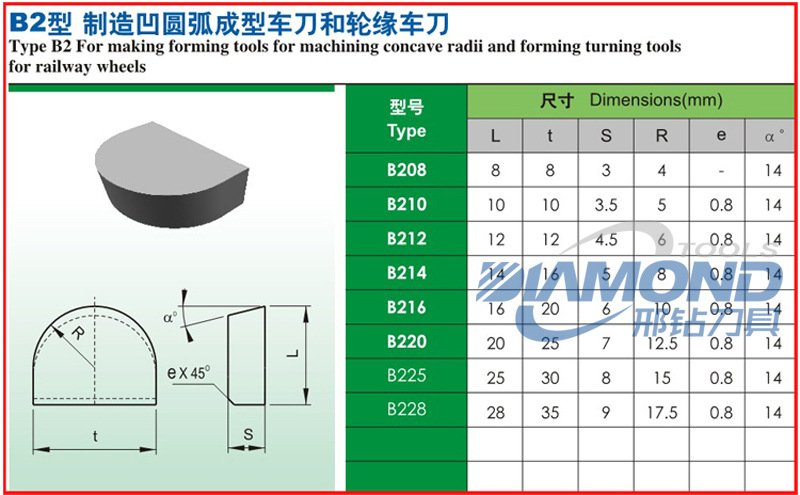
B2РОУІЦКәПҪрө¶Н·і§јТ/УІЦКәПҪрө¶Ж¬ІОКэ/ә¬Те/ЛөГчИзПВНјЈәB212/B214/B216/B220/B225/B228

C1РОУГУЪЦЖФмВЭОЖіөө¶ј°НвФІҫ«іөө¶ЈәC116/C120/C122/C125
C1РНУІЦКәПҪрәёҪУө¶Н·РНәЕ/РОЧҙ/іЯҙз/УГНҫИзПВНјЈә

C3РНУІЦКәПҪрЗР¶Пө¶ЗРІЫө¶·ЦАај°УГНҫЈәC303/C304/ C305/C306/C308/C310/C312/C316


D2РОУІЦКәПҪрө¶БЈө¶Ж¬ө¶Н·РНәЕҙуИ«/·ЦАа/ұкЧјіЯҙзұнЈәD212/D212A/D214/D214A/D216/D216A/D218
D218A/D220/D222/D222A/D224/D226/D228/D228A/D230/D232/D232A/D236/238/D240/D246


ПіҙІУІЦКәПҪрПіө¶Ж¬ЦчТӘРНәЕЈә4160511 4160511A 4160511Z 4160511-ZC 4XH16Y 4XH16R 3130511 3XH13Y 4130511 4190511 3070511 3100511 3070511 3100511 4130511 XC161008өИ





ЎјұёЧўЎҪЈәТтОӘРНәЕәНЕЖәЕЙх¶аЈ¬НшХҫОҙДЬТ»Т»БРіцЈ¬ИзРиТӘЖдЛы№жёсРНәЕөДәёҪУЎў»ъјРЎўКэҝШө¶Ж¬Ј¬ЗлБфСФЈ¬ПъКЫИЛФұ¶Ёөұј°КұҙрёҙЎЈ
УІЦКәПҪрЗРПчө¶Ж¬ЕЖәЕј°РФДЬЈә
YT15ЕЖәЕЛөГч (P10)УІ¶ИЎЭ91.0ДНДҘРФУЕУЪYT15ЗеәУУІЦКәПҪрЈ¬ө«ҝ№іе»чИНРФҪПYT5ІоЎЈУІЦКәПҪрө¶Ж¬УІ¶И ЦчТӘУГНҫЈәККУЪёЦЈ¬ЦэёЦЈ¬әПҪрёЦЦРЗРПч¶ПГжөД°лҫ«јУ№Ө»тРЎЗРПч¶ПГжҫ«јУ№Ө.
YT14ЕЖәЕЛөГч(P20)УІ¶ИЎЭ91.5УІЦКәПҪрө¶Ж¬ГчПёК№УГЗҝ¶ИёЯЈ¬ҝ№іе»чәНҝ№ХрРФәГЈ¬ҪьҙОУЪYT5УІЦКәПҪрө¶Ж¬РФДЬЈ¬ө«ДНДҘРФҪПYT5әГЈ¬ЦчТӘУГНҫЈәККУЪМјЛШёЦУләПҪрёЦБ¬РшЗРПчКұөДҙЦіөҙЦПіЈ¬јд¶ПЗРПчКұөД°лҫ«іөәНҫ«іөЎЈ
YT5ЕЖәЕЛөГч (P30)УІ¶ИЎЭ90.0ФЪОЩоЬоСәПҪрЦРЗҝ¶ИЈ¬ФЪУІЦКәПҪрө¶Ж¬ІОКэ¶ФХХұнЦРҝ№іе»чј°ҝ№ХрРФ Ј¬ө«ДНДҘРФҪПІоЎЈККУЪМјЛШёЦУләПҪрёЦЈЁ°ьАЁ¶НјюЈ¬іеС№јюЈ¬ЦэМъұнЖӨЈ©јд¶ПЗРПчКұөДҙЦіөҙЦЕЩ°лҫ«ЕЩЎЈ
YW1ЕЖәЕЛөГч (M10)УІЦКәПҪрө¶Ж¬УІ¶ИЎЭ91.5әмУІРФҪПәГЈ¬ДЬіРКЬТ»¶ЁөДөДіе»чёәәЙЈ¬КЗНЁУГРФҪПәГөДәПҪр.УІЦКәПҪрө¶Ж¬ЕЖәЕ¶ФХХККУЪДНИИёЦёЯГМёЦІ»РвёЦөИДСјУ№ӨёЦІДөДјУ№ӨЈ¬ТІККУЪЖХНЁёЦәНЦэМъөДјУ№Ө.
YW2ЕЖәЕЛөГч (M20)УІЦКәПҪрө¶Н·УІ¶ИЎЭ91.0ДНДҘРФҪцҙОУЪYW1УІЦКәПҪрәёҪУө¶Н·Ј¬ө«ЖдК№УГЗҝ¶ИҪПёЯЈ¬ДЬіРКЬҪПҙуөДіе»чёәәЙЈ¬УІЦКәПҪрәёҪУө¶Ж¬УГНҫЈәККУЪДНИИёЦёЯГМёЦІ»РвёЦј° әПҪрёЦөДҙЦјУ№Ө°лҫ«јУ№ӨЈ¬ТІККУЪЖХНЁёЦәНЦэёЦ.
YG6ЕЖәЕЛөГч (K15K20)УІ¶ИЎЭ90ДНДҘРФҪПёЯЈ¬ө«өНУЪYG3Ј¬ҝ№іе»чәНХр¶ҜұИYG3XОӘәГЎЈККУЪЦэМъЈ¬УРЙ«ҪрКфј°әПҪрЈ¬·ЗҪрКфІДБПЦРөИЗРПчЛЩ¶ИөД°лҫ«јУ№ӨәНҫ«јУ№ӨЎЈ
YG8ЕЖәЕЛөГч (K30)УІ¶ИЎЭ89.5 YG8УІЦКәПҪрө¶Н·К№УГЗҝ¶ИёЯЈ¬ҝ№іе»чЈ¬ҝ№ХрРФҪПУІЦКәПҪрәёҪУө¶Ж¬РНәЕYG6әГЈ¬ө«ДНДҘРФәНФКРнөДЗРПчЛЩ¶ИҪПөНЎЈәёҪУө¶Ж¬№жёсРФДЬУГНҫЈәККУЪЦэМъЈ¬УРЙ«ҪрКфј°әПҪрЈ¬·ЗҪрКфІДБПөНЛЩҙЦјУ№ӨЎЈ
YT30ЕЖәЕЛөГч (P05)УІ¶ИЎЭ92.5ДНДҘРФәНФЛРРөДЗРПчЛЩ¶ИҪПYT15ёЯУЪУІЦКәПҪрө¶Ж¬і§јТұкЧјіЯҙзЈ¬ө«К№УГЗҝ¶Иҝ№іе»чИНРФҪПІоЎЈККУЪМјЛШёЦУләПҪрёЦөДҫ«јУ№ӨЈ¬ИзРЎ¶ПГжөДҫ«іөҫ«пЫЈ¬ҫ«А©өИ.
YG3XЕЖәЕЛөГч (K01)әПҪрө¶Н·УІ¶ИГчПёЎЭ91.5ФЪОЩоЬоСәПҪрЦРДНДҘРФ әГЈ¬әПҪрө¶Н·ЙъІъі§јТө«іе»чИНРФҪПІоЈ¬РНәЕУлУГНҫККУЪЦэМъУРЙ«ҪрКфј°ЖдәПҪрЈ¬Лй»рёЦЈ¬әПҪрёЦРЎЗРГжөДёЯЛЩҫ«јУ№Ө.
YG3УІЦКәП әЕә¬Те (K05)УІ¶ИЎЭ90.5ДНДҘРФҪцҙОУЪYG3XУІЦКәПҪрәёҪУө¶Ж¬Ј¬¶Фіе»чәНХр¶ҜҪП Ј¬УІЦКәПҪрәёҪУө¶Ж¬РФДЬККУЪЦэМъУРЙ«ҪрКфј°ЖдәПҪрБ¬РшЗРПчКұөДҫ«іө°лҫ«іөЈ¬ҫ«іөВЭОЖУлА©ҝЧ
YG6AЕЖәЕЛөГч(K10)УІ¶ИЎЭ91.5УІЦКәПҪрөДРФДЬ·ЦАаКфПёҝЕБЈәПҪрЈ¬ДНДҘРФәГЈ¬ККУЪАдУІЦэМъЈ¬УРЙ«ҪрКфј°ЖдәПҪрөД°лҫ«јУ№ӨЈ¬ТаККУЪЛй»рёЦәПҪрёЦөД°лҫ«јУ№Өј°ҫ«јУ№ӨУІЦКәПҪрө¶Н·ЦЦАаЎЈ
YS25УІЦКәПҪрі§јТЕЖәЕЛөГч(P25)УІ¶ИЎЭ90.5ККУЪМјЛШёЦЈ¬ЦэёЦЈ¬ёЯГМёЦЈ¬ёЯЗҝ¶ИёЦөДј°әПҪрёЦөДҙЦіөЈ¬ПіПчәНЕЩПчЎЈ
YG6XУІЦКәП әЕј°УГНҫ(K10)УІ¶ИЎЭ91.0ККУЪәПҪрЦэМъ.ЖХНЁЦэМъөДҫ«јУ№Өј°°лҫ«јУ№ӨЎЈ
YS8ЕЖәЕЛөГч(M05)УІ¶ИЎЭ92.5УІЦКәПҪрө¶Ж¬ККУГУЪМъ»щЎўДш»щёЯОВәПҪрЈ¬ёЯЗҝ¶ИёЦөДҫ«јУ№ӨЈ¬АдУІЦэМъЎўДНИИІ»РвёЦЎўёЯГМёЦЎўҙг»рёЦөДҫ«јУ№ӨөДУІЦКәПҪрө¶БЈЎЈ
YG8NЕЖәЕЛөГч(K20K30)УІ¶ИЎЭ90ККУЪЦэМъј°УРЙ«ҪрКфөДҙЦјУ№ӨУІЦКәПҪрө¶Н·Ј¬ТаККУГУЪІ»РвёЦөДҙЦјУ№ӨөДҫ«јУ№ӨЎЈ
әёҪУКҪУІЦКәПҪрө¶Ж¬К№УГЛөГчЈә
1ЎўәёҪУКҪЗРПчө¶ҫЯҪб№№УҰҫЯУРЧг№»өДёХРФЧг№»өДёХРФКЗТФ ҙуФКРнөДНвРОіЯҙзТФј°ІЙУГҪПёЯЗҝ¶ИөДёЦәЕәНИИҙҰАнАҙұЈЦӨ.
2ЎўУІЦКәПҪрө¶ҫЯө¶Ж¬УҰ№М¶ЁАОҝҝУІЦКәПҪрө¶ҫЯәёҪУө¶Ж¬УҰУРЧг№»өД№М¶ЁАОҝҝіМ¶И,ЛьКЗҝҝө¶ІЫј°әёҪУЦКБҝАҙұЈЦӨөД,№КТӘёщҫЭө¶Ж¬РОЧҙј°ө¶ҫЯјёәОІОКэСЎФсө¶Ж¬ПвІЫРОЧҙ.
3ЎўИПХжјмІйө¶ёЛЎЈ
ФЪҪ«УІЦКәПҪрө¶ҫЯө¶Ж¬әёҪУЦБө¶ёЛЙПТФЗ°РлТӘ¶Фө¶Ж¬,ө¶ёЛҪшРРұШТӘөДјмІй,КЧПИУҰјмІйө¶Ж¬Ц§іРГжІ»ДЬУРСПЦШНдЗъ.УІЦКәПҪрө¶ҫЯәёҪУГжІ»өГУРСПЦШЙшМјІг,Н¬Кұ»№УҰҪ«УІЦКәПҪрө¶ҫЯө¶Ж¬ұнГжј°ө¶ёЛПвІЫЦРөДОЫ№ёҪшРР іэ,ТФұЈЦӨәёҪУАОҝҝ.
4ЎўәПАнСЎУГәёБП
ОӘБЛұЈЦӨәёҪУЗҝ¶И,УҰСЎФсәПККөДәёБП.ФЪәёҪУ№эіМЦР,УҰұЈЦӨБјәГөДКӘИуРФәНБч¶ҜРФ,ІўЕЕіэЖшЕЭ,К№әёҪУУләПҪрәёҪУГжід·ЦҪУҙҘ,ОЮИұәёПЦПу.
5ЎўХэИ·СЎФсәёҪУУГИЫјБ
ҪЁТйІЙУГ№ӨТөЕрЙ°,ФЪК№УГЗ°УҰФЪәжёЙВҜЦРҪшРРНСЛ®ҙҰАн,И»әуҪшРРДлЛй,№эЙёИҘіэ»ъРөФУОп,ҙэУГ.
6ЎўСЎУГНшЧҙІ№іҘөжЖ¬
ФЪәёҪУёЯоСөНоЬПёҝЕБЈәПҪрј°әёҪУіӨ¶шұЎөДәПҪрө¶Ж¬Кұ,ОӘјхЙЩәёҪУУҰБҰ,ҪЁТйІЙУГәс¶ИОӘ0.2--0.5mmөДұЎЖ¬»тНшҝЧҫ¶2--3mmөДНшЧҙІ№іҘөжЖ¬ҪшРРәёҪУ.
7ЎўХэИ·ІЙУГИРДҘ·Ҫ·Ё
УЙУЪУІЦКәПҪрө¶ҫЯө¶Ж¬ҙаРФҪПҙу,¶ФБСОЖРОіЙГф РФЗҝ,ЛщТФө¶ҫЯФЪИРДҘ№эіМЦРУҰұЬГв№эИИ»тјұАд,Н¬Кұ»№ТӘСЎФсәПККБЈ¶ИөДЙ°ВЦј°әПАнөДДҘПч№ӨТХ,ұЬГвІъЙъИРДҘБСОЖ,У°Пмө¶ҫЯК№УГКЩГь.
8ЎўХэИ·°ІЧ°ө¶ҫЯ
ФЪ°ІЧ°УІЦКәПҪрө¶ҫЯКұ,ө¶Н·Йміцө¶јЬөДіӨ¶ИУҰҫЎБҝРЎ,·сФт,ИЭТЧТэЖрө¶ҫЯХр¶Ҝ,ҙУ¶шЛр»өәПҪрЖ¬.
9ЎўХэИ·ЦШДҘЎўСРДҘө¶ҫЯ
ө¶ҫЯК№УГҙпөҪХэіЈДҘ¶ЫКұ,ұШРлҪшРРЦШДҘ,ЦШДҘәуөДУІЦКәПҪрө¶ҫЯ,Т»¶ЁТӘУГУНКҜ¶ФИРҝЪј°ө¶јвФІҪЗҪшРРСРДҘ,ХвСщ»бМбёЯө¶ҫЯөДК№УГКЩГьј°°ІИ«ҝЙҝҝРФ.
-
JEFR-ZR-1*2.5ЙъІъ№Ө

-
YBZ12*1.5ұвЖҪПрҪәөзБҰөз

-
ЙҪ¶«¶«УӘИИөзЕјІ№іҘөјПЯ№жёс

-
YZ/YZW-300/500VПр

-
? [ёЯС№өзАВ]№иПрҪәёЯС№өз»ъТэ
![? [ёЯС№өзАВ]№иПрҪәёЯС№өз»ъТэҪУПЯ,JGG6/10KV№иПрҪәёЯС№өз»ъТэҪУПЯЖ·ЦЦ¶аСщ»Ҝ](/http://img.jdzj.com/UserDocument/mallpic/szk66688/Picture/220106110118130.jpg)
-
ТЗұнРЕәЕөзАВРНәЕ№жёсјҜЙўРНТЗұнөз

-
NX-FFP2ЎўNX-FFRP2

-
WC3/25-H-FGRЎўWC3

-
KXHFGRЎўEXHFFЎўEXH

-
°І»ХөНСМОЮВұҝШЦЖөзАВДНДҘДНАӯ

-
SC-FVRP-2*1.5ёЯОВІ№

-
CEFR/SA-3*150РВОЕ

-
BPYJVP1-2ұдЖөөзАВі§јТ¶©

-
ZRC-DJGP1GP2ДНёЯОВ№и

-
KX-HA-VVPKXИИөзЕјІ№іҘ

-
IXYSХыБчЗЕVBO20-12N

-
өВ№ъ°¬ИьЛ№IXYSХыБчЗЕVBO2

-
Sensocarҙ«ёРЖчSP-A2

-
өВ№ъIXYSХыБчЗЕVBO13-1

-
2BTechМ«СфДЬНПіөAQSYN

-
2BTechМ«СфДЬНПіөPAM
-
өВ№ъ°¬ИьЛ№ХыБчЗЕVBO13-08
-
2BTechіфСхјмІвТЗAQSyn

-
өВ№ъ°¬ИьЛ№ҝЙҝШ№иMCD501-1

-
2BTechіфСхјмІвТЗ108-L
-
2BTechіфСхјмІвТЗ211-G
-
2BTechіфСхјмІвТЗ211
-
ә«№ъVSI ХжҝХКТҫІөзПыіэЖчV-

-
DANIEL ҙ«ёРЖчҙшөзАВ 3

-
Flender 462937
