

�������ƣ��㶫�������ӿƼ�����˾
��ϵ�ˣ�������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺sales1@gdtuoli.com
��ϵ��ַ���㶫ʡ�����������������¸۴���811
�ʱࣺ516006
��ϵ��ʱ����˵�������������Ͽ����ģ�лл��
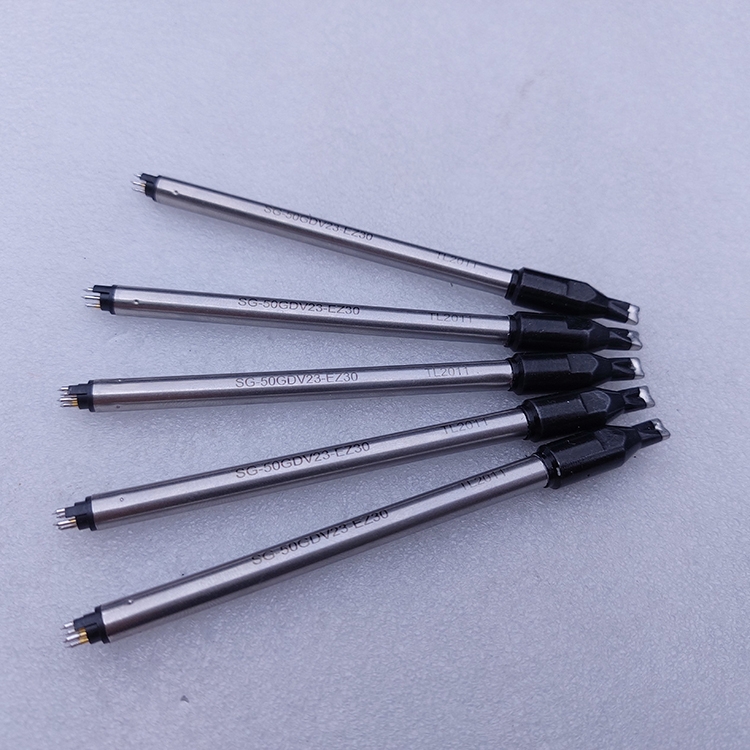
apollo����������ͷSG-40GDV17-EZ30������40GDV21-EZ30
�DZ��ͺſ���������2-3�ܣ����ͺţ�
| SG-16GDV10-EZ20 |
| SG-20GDV12-EZ20 |
| SG-24GDV14-EZ20 |
| SG-30GDV17-EZ30 |
| SG-40GDV17-EZ30 |
| SG-40GDV21-EZ30 |
| SG-50GDV17-EZ40 |
| SG-50GDV23-EZ30 |
| SG-60GDV23-EZ40 |
| SG-60GDV36-EZ40 |
18003098199�����ÿͻ����ṩ�����Ʒ���ԡ�����Ʒһ����ѣ�
�㶫�������ӿƼ�����˾www.gdtuoli.com��
��Ǧ����װ��Ļ������հ�����
a. ��ǦPCB���칤�գ�b. �ں�������Ӧ�õ�96.5Sn/3.5Ag��95.5Sn/4.0Ag/0.5Cu�����ͽ��ƹ����Ͻ�ϵͳ��c. ���ڲ��庸Ӧ�õ�99.3Sn/0.7Cu�����Ͻ�ϵͳ��d. �����ֹ����ӵ�99.3Sn/0.7Cu�Ͻ�ϵͳ��
������Щ���ǿ��й��գ�������ʵʩ���������ڼ��������⣬��ԭ�ϳɱ���Ȼ���ڱ�Sn/Pb���ա���ʪ��ȵ������������ӡ�Ҫ���ڲ��庸�����б��ֶ��Կ���״̬(Ҫ����������)�Լ����ܽ��������¶����������¶ȷ�Χ(235��245��֮��)������˶Ը���Ԫ��������Ҫ��ȵȡ� ����Ǧ�������ԣ����ڲ�û��һ����ձ��ϿɵĹ淶��������������ڶ�רҵ��ʿ�Ķ�����ۣ����ǵó�����һЩ������Ӧ��Ҫ�� �����۸� ����װ�䳧�̶�Ҫ����Ǧ�Ͻ�ļ۸��ܸ���63Sn/37Pb�������ҵ������е�������Ǧ�����ɱ�����63Sn/37Pb�߳�����35%���ϡ�
��ѡ����Ǧ�����ͺ���˿ʱ�������ɱ�����������Ҫ�����أ���������������ʱ�����ڼ����ɱ�����������ɱ�����ռ������Խϸߣ����ԶԽ����ļ۸���ô���С� �۵� �����װ�䳧��(��������)��Ҫ������¶���СΪ150�棬�Ա���������豸�Ĺ����¶�Ҫ��,���Һ���¶����Ӿ���Ӧ�ö����� ���庸�ú�����Ϊ�˳ɹ�ʵʩ���庸��Һ���¶�Ӧ����¯��260�档
�ֹ�/���������ú���˿��Һ���¶�Ӧ��������ͷ�����¶�345�档
�����ࣺҺ���¶�Ӧ���ڻ������¶�250�档���������������¯���ԣ����¶���ʵ���¶ȵļ���ֵ�������ʦҪ����������¶�Ӧ����225��230�棬Ȼ������û��һ�ֿ��еķ�������������Ҫ�������ձ���Ϊ�Ͻ�������¶�Խ�ӽ�220��Ч��Խ�ã��ܱ�����ֽϸ������¶��������벻���ģ���Ϊ������ʹԪ��������̶Ƚ�����ͣ�����ȼ�С������Ԫ����Ҫ��ͬʱ���ܽ���·���ɫ�ͷ��������ij̶Ƚ�����ͣ������⺸�̺͵��߹��������� �����Ժ� ���ǵ������ӵĻ���Ҫ�� �����Ժ� Ϊ����ɢ�����ܣ��Ͻ����߱����ٴ��������� ��С��Һ�����¶ȷ�Χ �ǹ����Ͻ���ڽ���Һ���¶Ⱥ����¶�֮���ijһ�¶ȷ�Χ�����̣������ұ��ר�ҽ��齫���¶ȷ�Χ������10�����ڣ��Ա��γ����õĺ��㣬����ȱ�ݡ�����Ͻ������¶ȷ�Χ�Ͽ������п��ܻᷢ�����㿪�ѣ�ʹ�豸������ �Ͷ��� �Ͻ���ɷֱ����������Դ���Ҫ���ӡ�����ų��ڿ��Ƿ�Χ֮�⣻��Щ��ҲҪ���ܲ����ж������������ĸ���Ʒ������ֽ����ų����⣬��Ϊ����Ҫ��Դ��Ǧ�����ĸ���Ʒ�� �������õĿɺ��� �������豸������ϴ�������������¸úϽ�Ӧ�߱���ֵ���ʪ�ȣ��ܹ��볣������ϴ����һ��ʹ�á����ڶԲ�����ж��Դ����ijɱ���̫�ߣ���˿��Խ��ܲ��庸�Ӷ��Ի�����ʹ������Ҫ����SMT���������ԣ��Ͻ����Ҫ�߱��ڿ����½��л���������������Ϊ�Ի�����¯���ж��Դ����ɱ��ϸߡ� ���õ���������(ǿ�ȡ�����ȡ�ƣ�Ͷȵ�) �Ͻ�����ܹ��ṩ63Sn/37Pb���ܴﵽ�Ļ�еǿ�ȺͿɿ��ԣ����Ҳ�����ͨ�������ϳ���ͻ��ĽǺ���(�ر��ǶԹ�Һ�����¶ȷ�Χ�ϴ�ĺϽ�)��
�������ظ���/�۵�һ����
����װ�乤����һ�ִ��������칤�գ�Ҫ�����ظ��Ժ�һ���Զ����ֽϸߵ�ˮƽ�����ijЩ�Ͻ�ijɷֲ����ڴ������������ظ����죬�������۵�����������ʱ���ڳɷֱ仯�������ϴ�仯���㲻�ܸ��迼�ǡ�3�����ϳɷֹ��ɵĺϽ������ᷢ�������ɷֱ仯��ʹ���۵㲻�ܱ����ȶ����Ͻ�ĸ��ӳ̶�Խ�ߣ��䷢���仯�Ŀ����Ծ�Խ�� ������� ��������Ӧ����/Ǧ���Ͻӽ�����Ȼ�Ⲣ�Ǽ�����Ҫ��ȴ�ǽ��ܺ�ʵʩ���������ʵ����Ҫ�� �������� ����ͼΪҵ���ҳ�ij�ֽ������ʱ��һ��Ҫ���Dz����Ƿ��г���Ĺ����������Ӽ����ĽǶȶ��ԣ�����һ���൱�ر�IJ��ϣ������������ȫ��Χ�����Ĺ������������Ǻܿ�ͻὫ�������ų��ڿ��Ƿ�Χ֮�⡣ ����ҵ����ܸ��������Ͻ�ϵͳ����Ըѡר��ϵͳ�����Ͻ�Ļ�ȡ�����ȽϿ��������۸��Ƚ��о����ԣ���ר�úϽ�Ĺ�Ӧ����������ܵ����ƣ���˲��ϼ۸������ߡ� ��Ǧ�ļ����� ���ڶ���֮�ڲ�������ȫ��ת��Ϊ��Ǧϵͳ������Ǧ�����Ի�����ijЩԪ���Ķ��ӻ�ӡˢ��·�庸���ϡ���Щ��Ǧ�Ͻ��۵�dz��ͣ��ή�����ӵ�ǿ�ȣ� ��ij����/��/Ǧ�Ͻ���۵�ֻ��96�棬ʹ�ú���ǿ�ȴ�Ϊ���͡� �������Ͻ�ѡ�� �ڸ��ֺ�ѡ��Ǧ�Ͻ��У���(Sn)������������������Ϊ���ɱ��ܵͣ���Դ���㣬���߱�������������ԣ��絼��/�����Ժ���ʪ�ԣ�ͬʱ��Ҳ��63Sn/37Pb�Ͻ�Ļ�������ͨ���������ʹ�õ���������������(Ag)����(In)��п(Zn)����(Sb)��ͭ(Cu)�Լ���(Bi)�� ֮����ѡ����Щ��������Ϊ����������ɺϽ�ʱһ��ή���۵㣬�õ�����Ļ�е�������������ܡ� ��1�г��˸��ֽ����ijɱ����ܶȡ������������������������������ڿ�����ϵĹ�������ʱ�����������ؼ���һ�����ۺϿ��ǵó��Ľ��������������������ڵ���ҵ��ÿ��63Sn/37Pb����������4.5������ң����б�����������ԼΪ1.6��֣���ʱֻҪ������3%��װ�乤�����ú���20%����/����Ǧ�Ͻ������������ͽ������ý�����ȫ������������ ��5����ҵ���Ƴ���һϵ�кϽ�ɷֽ��飬���Ҷ���Щ��Ǧ���������������������ѡ������������75����������Ҫ��������Թ���Ϊ����15����������к�ѡ�Ͻ����Dz���һЩ�����淶��ѡ������һ����С�ķ�Χ�ڱ��ڽ�����ѡ�� �� �������ǽ������Ͻ��۵������Ч�ɷ֣�ͬʱ�������зdz����õ���������ʪ���ʣ��������dz�ϡ�У���˴��ģӦ��̫����������Щԭ�����Ͻ��ų��ڽ�һ�����Ƿ�Χ֮�⡣��Ȼ���Ͻ������ijЩ�ض�������һ���ȽϺõ�ѡ��������ҵ�緶Χ������̫���ʣ�������ɨ�������ⶨҲ��ʾ77.2Sn/20In/2.8Ag�Ͻ���۵�ܵͣ�ֻ��114�棬����Ҳ��̫�ʺ�ijЩӦ�á� п п�dz����ˣ�������Ǧ�ļ۸���ͬ��������ʱ���Եõ���ͬʱ���ڽ������Ͻ���۵㷽��Ҳ���зdz��ߵ�Ч�ʡ� ��п���ԣ�����Ҫȱ����������������Ѹ�ٷ�����Ӧ���γ��ȶ���������ڲ��庸�����У����ַ�Ӧ�Ľ���Dz��������������������ص������γɵ��ȶ������ォ������ʪ�Ա�÷dz��Ҳ��ͨ�����Ի������ֺ����䷽���Կ˷���Щ�����ϰ�������������Ҫ���ڸ���Ĺ��շ�Χ�ڶԺ�п����������֤�����п�Ͻ��ڽ���ǹ�����Ҳ�ᱻ�ų����⡣ �� ���ڽ������Ͻ�����¶ȷ������ñȽ����ԣ�����Һ���¶�ȴû��������Ч������˿��ܻ���ɽϴ�Ĺ�Һ�����¶ȷ�Χ���������¶ȷ�Χ̫���º�������������зdz��õ���ʪ���ʺͽϺõ��������ʣ��������Ҫ��������/��Ͻ�����Ǧ�Ժ����γɵĺϽ��۵��Ƚϵͣ�����Ԫ�����Ż�ӡˢ��·��ĺ����϶�����Ǧ���ڣ���/Ǧ/����۵�ֻ��96�棬��������ɺ�����ѡ�������Ĺ����������ܻ���Ǧ�����ܵ����ƶ��½�����Ϊ��������Ҫ���Ǵ�Ǧ�ĸ���Ʒ�������������������ʹ��Ǧ������IJ�����������١� ��������Ҳ��ͨ��ֱ�ӿ��ɻ�ȡ�飬�������ɱ���Ƚϸߡ�������Щԭ����Ͻ�Ҳ���ų����⡣ ���ֺ����ֳɷֺϽ� �����ֻ����ֽ������ɵĺϽ�Ϊ�����ṩ��һϵ�кϽ�ɷ������ʽ�����ֿ����Բ�ʤö�١���˫�����Ͻ�ϵͳ��ȣ�������Ļ�������Ͻ���Դ���������¶ȣ����Խ���Һ���¶�ȴ����������Ϊ����Ϊ���Ļ�������Ͻ��ǹ������ϣ�����ζ���ڲ�ͬ���¶��»��γɲ�ͬ�Ľ�����ʽ���������ǻ������¶Ȳ����ܱȼ�˫����ϵͳ����ĵ͡� ����һ�������ǺϽ�ɷ�ʱ���ᷢ���䶯������۵�Ҳ��䣬�����Ļ�������Ͻ��лᾭ�������������ֽ�����ɵĺϽ�����ں������ڵ�������ʵ�֡�ͬ�����͡�������һ�£������ֺ����ֽ�����ɵĺϽ���ʵ��ͬ����һ�����临�Ӻ����ѳ̶ȸ��� ���Զ�Ԫ�Ͻ��ų��ڽ�һ�����Ƿ�Χ֮�⣬����ij�ֶ�Ԫ�Ͻ�ɷ־��бȶ�Ԫϵͳ���õ����ԡ�����Ŀǰ������ҵ�绹û���ҵ������Ļ�������Ͻ�ȶ�Ԫ����Ԫ�����������(�����ڳɱ��ϻ���������)�� ��2�г�һЩ��Ҫ��Ǧ����������Լ�����ѡ�û�ѡ�õ�ԭ���а����˵�λ�����۸�λ����۸�(�Ժ�������Ե�λ����۸���߳ɱ�����)�Լ��۵����Ϣ����Щ�Ͻ�����Һ���¶ȵ���˳�����С��ָ���ÿ�ֺ���Ӧ�õ�����Ҫ��ֱ�ѡ�����ʵĺϽ� �ȿ��Ǻ���(���庸)�ͺ���(�ֹ��ͻ�������)�� �Բ��庸�ú�����Ҫ�������a. �������260����¯�¶��½����������ӣ�b. ����ȱ��(©�����Žӵ�)�٣�c. �ɱ������ܵͣ�d. ����������ຸ���� �������ѡ�еĺϽ��ϲ��庸Ҫ��99.3Sn/0.7Cu��95Sn/5Sb�Ͻ������������������ܹ���ʡ����ɱ����Ƚ϶��ԣ�99.3Sn/0.7Cu��Һ���¶ȱ�Sn/Sb�Ͻ��13�棬���99.3Sn/0.7Cu��Ϊ���庸��Ѻ�ѡ������ �ֹ��������ߵ�Ҫ�������溸��Ӧ�÷dz����ƣ��ɱ�������Ȼ�������ȵ�λ��ͬʱҲҪ���ܹ��ṩ�Ϻõ���ʪ�ͺ��������������úϽ�����ܹ�����������˿�ߣ���������345��370�������ͷ���к��ӣ�99.3Sn/0.7Cu�Ͻ����������ЩҪ�� �뺸���ͺ�����ȣ���������ٿ��ǺϽ�ɱ�����Ϊ�����ɱ���ʹ�ú���������������ܳɱ�����ռ���ؽ��٣�ѡ������Ͻ����ҪҪ���Ǿ������ͻ������¶ȡ�����������кϽ𣬿��Է���Һ���¶���͵���95.5Sn/4.0Ag/0.5Cu(�۵�217��218��)��96.5Sn/3.5Ag(�۵�221��)�� �����ֺϽ��ǽ�Ϊ���ʵ�ѡ�����ص㣬���֮��Sn/Ag/Cu�Ͻ��Һ���¶ȸ���(��Ȼֻ��4��)����Sn/Ag�Ͻ�����ֳ���ǿ��һ���ԺͿ��ظ������ԣ������ڵ���ҵ��Ӧ�ö��꣬һֱ���ֺܺõĿɿ��ԡ���Щ��Ҫ�����˾�Ѿ�ѡ��Sn/Ag�Ͻ����������Ϊ��Ǧ�����������������Ϳ����˾Ҳ��ʼ��Sn/Ag/Cu�Ͻ������������ԡ� ʵ��������� ���庸���� ��99.3Sn/0.7Cu�Ͻ�װ���Electrovert Econopak Plus���庸�����в��ԣ����ֲ��庸���䱸��USI��������������Ϳϵͳ��Vectaheat����ʽԤ�Ⱥ͡�A����CoN2tour����ϵͳ��������������Ǧӡˢ��·���Ͻ��У���OSPͿ�����ͭ��Ͳ��ý��������ͭ��(Alpha��)�����ֵ�·�嶼���ù�̬����2%�Ҳ���VOC������ϴ������(NR300A2)��������Ϊ���գ���ͬ���ĵ�·������ͬ�豸�ϲ�����ͬ�������к��ӣ�ֻ�Ǻ����ô�ͳ63Sn/37Pb�Ͻ� ͨ��ʵ��ɵó����½��ۣ� �������99.3Sn/0.7Cu�Ͻ����б�Ҫ�Բ��庸�����ж��Դ�����ȷ���õ��ʵ�����ʪ�ȣ�������Ҫ�Բ��庸������������ȫ���Դ�������CoN2tour��˾�ı߽���Ժ���ϵͳ�����㹻�� ʹ��99.3Sn/0.7Cu���ӵĵ�·���������63Sn/37Pb�Ͻӵĵ�·��û�����𣬺���Ĺ����̶ȡ�������͡�������ʪ��ͨ���϶��������Ҳ����һ���� ��Sn/Pb�Ͻ���ȣ�Sn/Cu�Ͻ���Ž�������٣������ڲ��Ե��������ޣ���˶���һ�㻹��Ҫ������һ�����о��� 99.3Sn/0.7Cu�Ͻ���260���¶������º��ӷdz��ɹ�����245��������Ҳû�����⡣ ����Sn/Cu�Ͻ�ļ���������ͭ�ĺ���û�з����仯��֮���Թ�ע��һ���⣬����Ϊͭ�����е��ܽ�Ⱥܵͣ��������¶��кܴ��ϵ�� �ڴ����������У���·���ͭ�����������Sn/Pb�Ͻ�ʱ��ͬ�� ӡ�ƺͻ��������� ���Sn/Ag��Sn/Ag/Cu�Ͻ���һ���µ����������Ա��ڸ��������¶��µõ��Ϻõ���ʪЧ������Ϊ�������¶Ƚϸ�ʱ(�ȳ���������¶ȸ�20��)Ҫ���������еĻ��Լ�Ӧ�߱����ߵ����ȶ��ԡ���������ڿ����й������������¶Ƚϸ�����ʹ��ͨ����ϴ��������ɫ�����������������Ը���Ҫ�к�ǿ�ij�����������95.5Sn/4.0Ag/0.5Cu�Ͻ���ʹ��UPϵ�к�����ʱ����ʹ�����¶ȴﵽ240�棬��Ҳ�����Ϊ��ɫ������ɫ�� UPϵ�к�������ӡˢ�����б��ַdz��ã�����ʱ���õ���MPM UP2000ӡˢ����ӡˢ��������6mil���и����塢ӡˢ�ٶ�25mm/�롢���忪�ڼ��16��50mil�Լ��Ӵ�ʽӡˢ������ӡ���������dz������ұ��ֳ����õ���ģ���ܡ��������ֺ���������ֹӡˢ��(ͣ�ų���һСʱ)�ٿ�ʼʹ��ʱ������н��裬������ʹ��������8Сʱ���ϣ�ճ��Ҳ�ɱ���8Сʱ�� ����������Electrovert Omniflo�������غ�¯���ڿ��������½��к��ӡ��غ�������ͼ1����ͼ�пɿ����¶���200��ʱ�����Խ������Ե�����������240�棬�¶ȸ����۵�(221��)��ʱ��Ϊ45�롣 �ó��������£� UPϵ�к�����95.5Sn/4.0Ag/0.5Cu 88-3-M13���ֳ����õ�ӡˢ�ԡ� ��Ǧ���������ṩ���õ�ճ�����ܱ����㹻��ʱ�䡣 �Բ�����ԣ�95.5Sn/4.0Ag/0.5Cu�Ͻ������240������¶��ǿ��Խ��ܵġ� ���������赪��Ҳ��ȡ�úܺ�Ч���� ��������Ⱥã����Sn/Pb�Ͻ���ͬ�� ���������������(��ɫ������)�Ȳ���Sn/Pb�Ͻ���ͨ�������ڱ��ȷ������(��ֵ�¶�220�棬����183���ʱ��Ϊ45��)������κõöࡣ ��ʪ����ɢ������Sn/Pb���Ͻ���ͬ�� ��ʹ��û���躸Ĥ����FR-4����ʱ�����ߵĻ������¶Ȼ�ʹ��·��������ر�ɫ(����)��dz��ɫ�躸Ĥ��ʹ��ɫ���������ᣬ��/����ɫ�躸Ĥ��ʹ��ɫ�����Ͽ��������� ��ЩԪ�������»����������ֱ�ɫ����������������Ǧ�����������涼�б��氲װ�����ĵ�·����ʱ�������ڻ��������ٰ�װ�������庸�ӵĵ���SMD�����������������Ӱ��ɺ��ԡ� ��UPϵ��96.5Sn/3.5Ag�Ͻ���еIJ������������ƣ�ֻ�ǻ����¶������3��5�档 �������� ѡ��һ�ּ���ͨ��Ԫ�Ͻ�����ô��������Ѿ�����˴����������ѱ��㷺���ܣ���96.5Sn/3.5Ag�Ͻ�����ijЩ��������Ӧ���˺ܳ���ʱ�䡣95.5Sn/4.0Ag/0.5Cu��������ͬ���ϸ�IJ��ԣ�����һЩ�ط���ʾ���dz����Ƶ����ܺ��ŵ㡣 ����������˾��ʹ��Sn/Ag�Ͻ�IJ����ʵ�ʵ��������������ѭ������(-40�桫140��)�������ȫ����ƣ�Ͳ����о����������ǻ�����Ǧ������������У����Խ����ʾSn/Ag�Ͻ�Ŀɿ�����Sn/Pb�Ͻ�������������á�Ħ��������˾Ҳ�Ѿ������Sn/Ag��Sn/Pb�Ͻ����ѭ�������о������Ա���Sn/Ag�Ͻ���ȫ�ϸ�����OEM�����ڸ��Ե�Sn/Ag��Sn/Ag/Cu�Ͻ��о���Ҳ�õ������ƵĽ��ۡ� �����о������Sn/Ag��Sn/Pb�ڵ����ԡ����������������Ժ�������ϵ���ȸ�������ȡ�ý�������൱(����3)�� ���Ľ��� ͨ���������ۣ����ǿ��Եõ�һ��ʵ�ʿ��еı���Ǧ���ӹ��գ���������ݰ����� �Ժ�����Ӧ�ö��ԣ��ɽ�95.5Sn/4.0Ag/0.5Cu��96.5Sn/3.5Ag�Ͻ���UPϵ�����������ʹ�á� �Բ��庸Ӧ�ö��ԣ���������ʹ��99.3Sn/0.7Cu�Ͻ� ���ֹ�/�������Ӷ��ԣ������߿�ʹ��99.3Sn/0.7Cu�Ͻ� ��Ȼ����������δ�ܴﵽ�о���Ǧ�����������ʦ����ȷ����ÿ��Ŀ�꣬�����������������⣬�÷��������������96.5Sn/3.5Ag�Ͻ���Ҫ��Ļ������¶ȱ�Sn/Pb�Ͻ��Ҫ��20��30�棬��˻�������Ԫ����Ҫ��Ҳ������ߡ�Ԫ������Ӧ��Ӧ�����װ�䳧���к����Խ�����»������������������⡣ �����¼����ķ�չ�����������и�����õ���������Ƴ����������۵�ϵͳ����ֵ������������ϵͳ���Ը������ṩ�ı����в��ձȽϡ��ڿ�����Ӹ��ӵ�ϵͳ֮ǰ��Ӧ��������һЩ���Զ����ش�����⣺
������
1. �µĺϽ�ϵͳ�Ƿ��ܽ��������¶Ƚ�����Sn/Ag�Ͻ���ij̶�(Sn/Ag�Ͻ���ͻ������¶�Ϊ240�棬 ��95.5Sn/4.0Ag/0.5Cu�Ͻ����ͻ������¶���Ϊ235��)�� 2. ��Sn/Ag��Sn/Ag/Cu�Ͻ���ȣ������ͺ�����ijɱ���Σ� 3. �Ͻ��и�������û�м����������ƣ��������ڼ���������Χ�ڱ仯ʱ������Һ���¶ȵı仯�����Σ�
����
1. �Ͻ�ijɱ���Σ���Sn/Cu�Ͻ�Ƚ���һ������ 2. �Ͻ��Ƿ����Sn/Cu�Ͻ���û�е��ŵ㣿
















-
������3W15KL-II UPS

-
������3W15KL-II UPS

-
������3W15KL-II UPS

-
������3W15KL-II UPS

-
������3W15K-II UPS��
-
������3W15K-II UPS��

-
������3W15K-II UPS��

-
������3W15K-II UPS��

-
������3W15KS UPS�����

-
������3W15KS UPS�����

-
������3W15KS UPS��Դ1

-
������3W15KS UPS��Դ1
-
������3W15KL UPS�����

-
������3W15KL UPS�����
-
������3W15KL UPS��Դ1

