

商铺名称:无锡浩普科技有限公司
联系人:吴行(先生)
联系手机:
固定电话:
企业邮箱:wh@hope-tec.cn
联系地址:无锡市梁溪区广瑞路555号江南城206室
邮编:214000
联系我时,请说是在五金机电网上看到的,谢谢!
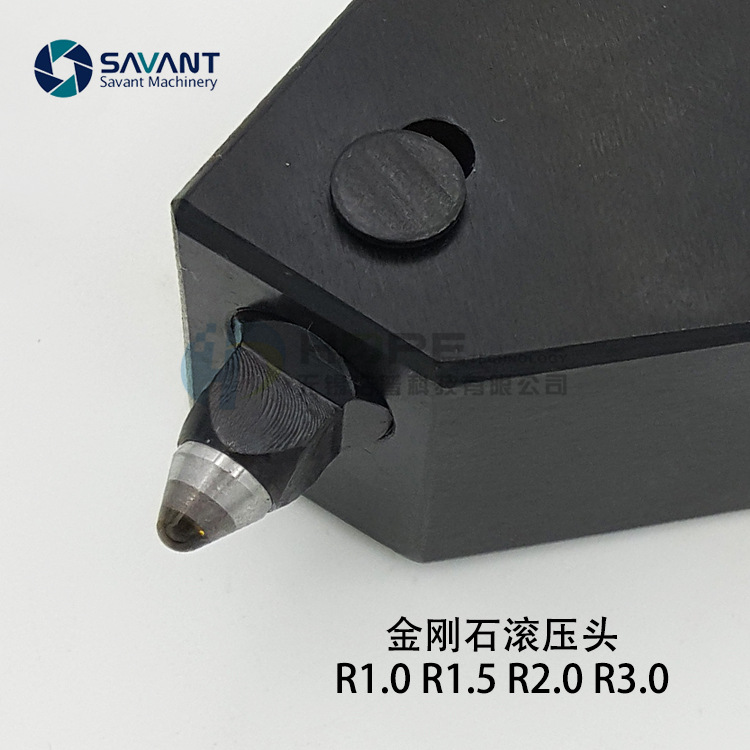
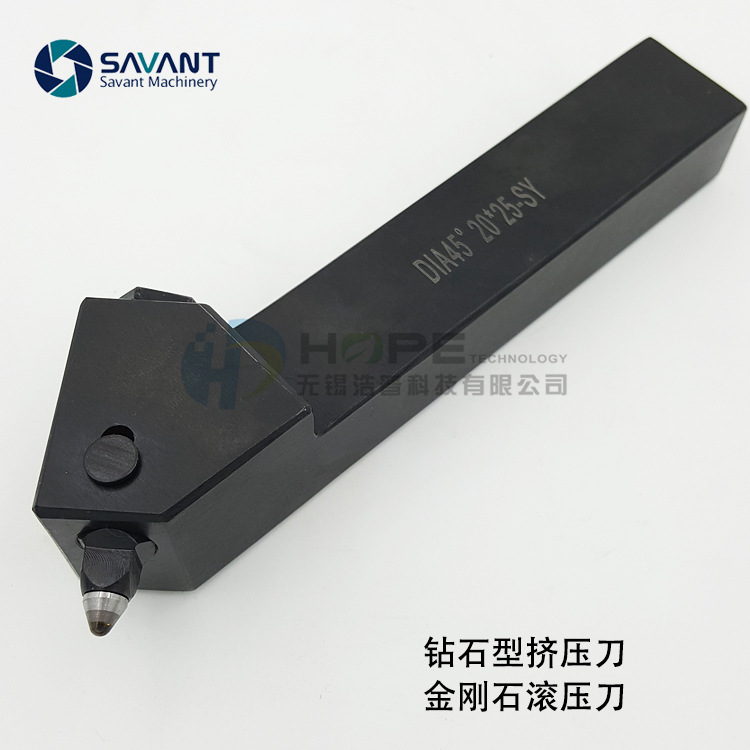
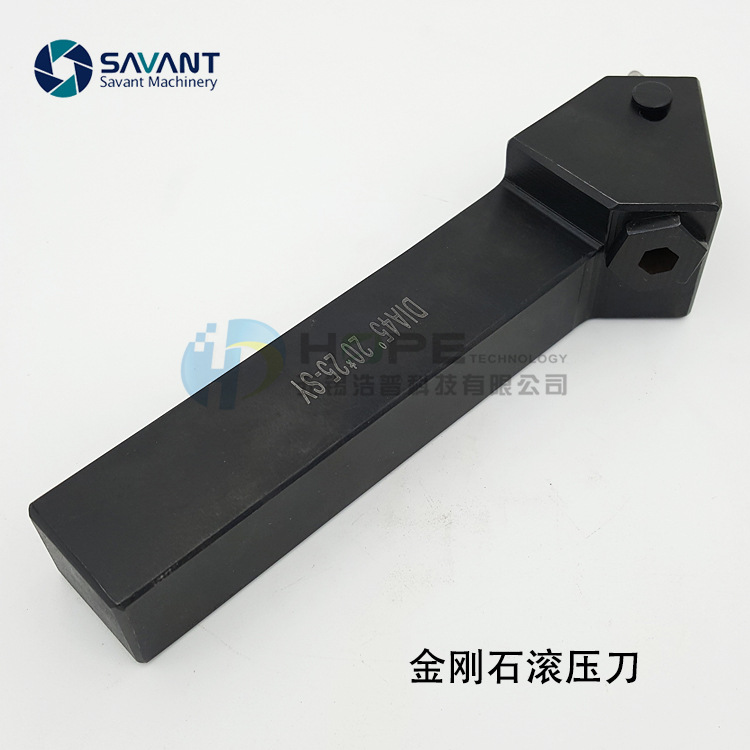
金刚石滚光刀钻石型滚压刀车刀式挤压刀/金刚石压光刀/宝石滚光刀





金刚石滚光刀钻石型滚压刀车刀式挤压刀/金刚石压光刀/宝石滚光刀

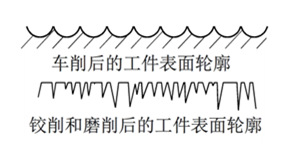
金刚石滚光原理:
在显微镜下工件在切削的过程中刀具刀尖会在表面残留像台阶一样的走刀路线,金刚石在弹簧力的作用下在工件表面上滑动过程中克服材料的屈服点,使材料表面产生塑性变形,强迫走刀印记的高点流入到低点,从而得到一个平整光滑的镜面。材料在滚光的过程中由于塑性变形会产生硬化处理,从而提高工件表面的疲劳强度。要达到挤光效果,工件的上一道切削工序表面光洁度应约Ra3.2以内。
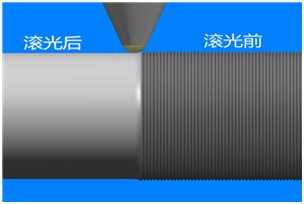
使用金刚石滚光刀的优点:
1)滚光后工件表面的光洁度达到Ra0.1以下的粗糙度
2)改进了尺寸精度的控制~公差在0.01毫米或更小的范围中调整
3)表面滚光后硬度更高
4)挤光后疲劳寿命提高
5)滚光刀滚光取代了传统的二次加工,比如打磨抛光 珩磨 研磨
6)滚光比研磨 珩磨操作更光洁,不产生切削碎料
7)滚光后的工件表面能减少摩擦,噪音水平降低,抗腐蚀防锈能力增强
8)滚光刀滚光后能消除刀具残留印记和微小的表面缺陷
9)滚光刀滚光工艺与其他抛光镜面工艺相比,具有生产效率更快,成本更低,抛光面更加平整,尺寸精度控制和终饰及加工硬化数秒完成
金刚石外径滚光刀
| 加工位置 | 轴类外径轮廓及端面 |
| 标准刀柄 | 方柄16,20,25毫米 |
可选工具设备
VDI或HSK刀柄等
特殊几何形状金刚石
使用参数(以下参数请根据实际加工中具体情况而定)
| 工件余量 | 0.01mm |
| 滚压量 | 0.01-0.5mm(单边) |
| 润滑 | 乳化液或油;经过过滤的润滑剂(< 40 μm)可提高表面质量和刀具寿命。 |
| 上道工序表面 | 表面粗糙度达到Rz15 μm以下 |
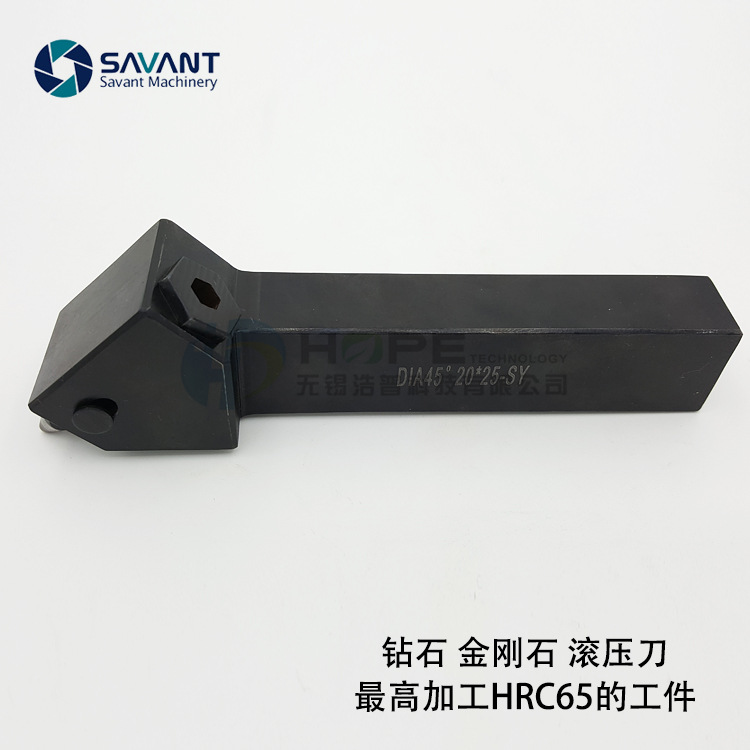
| 工件硬度 | HRC65一下 |
| 切削速度 | 100m/min |
| 进给速度 | 0.05-0.2mm/rev |
金刚石滚光刀的特点
1) 可单独更换金刚石部件,承索即供
2) 滚光刀可左右旋转角度,在机床上使用灵活,适用于各种复杂形状零件滚光加工
加工前注意事项
在开始试刀的时候,可降低切削速度进行测试,进给速度可以保持不变。在不利于滚压的条件下进行加工,如高强度材料,或润滑不足的情况下,应降低切削速度。
加工案例




























