

ЙМЖМГыіЖЈәәУұұНюФА»ъРөУРПЮ№«Лҫ
БӘПөИЛЈәР»јСДюЈЁРЎҪгЈ©
БӘПөКЦ»ъЈә
№М¶Ёөз»°Јә
ЖуТөУКПдЈә3622313939@qq.com
БӘПөөШЦ·ЈәәУұұКЎІҙН·КРҪ»әУХтРВ»ӘОчВ·
УКұаЈә061000
БӘПөОТКұЈ¬ЗлЛөКЗФЪОеҪр»ъөзНшЙПҝҙөҪөДЈ¬Р»Р»ЈЎ
ЦэФмМхРОЦэМъЖҪМЁКұУҰҫЎБҝК№УГөНМјёЦЈ¬І»ДЬРвКҙМ«СПЦШЈ¬Ждәс¶ИЈҫ2mmЈ¬ёЯәПҪрёЦТӘөҘ¶АЕдБПК№УГЈ¬ә¬ОЩөДёЯәПҪрІ»ДЬК№УГЎЈ
»ШВҜМъЈә»ШВҜМъЦчТӘЦёЦэјюГ°СМҝЪЈ¬Цэјю·ПЖ·әН·СЙіПдөИЈ¬УҰРҫЙіәНХіЙіЈ¬ЖдУГБҝёщҫЭ»ШВҜМъ¶аЙЩөчҪЪЈ¬І»Н¬ЕЖәЕөД»ШВҜМъТӘ·Ц¶С·ЕЈ¬ІўЗТұнКҫЎЈ
МъәПҪрЈәМъәПҪрЦчТӘЦё75әЕ№иМъәН75әЕГММъЈ¬УГУЪөчҪЪМъЛ®ЦРөД№иәНГМөДә¬БҝЎЈ
МхРОЦэМъЖҪМЁҪҪЧў№ӨТХЈәҪҪЧўОВ¶И1320-1400ЎжЈ¬РЎјюҪҪЧўОВ¶ИёЯЈ¬ҙоҙујюҪҪЧўОВ¶ИөНЎЈМъЛ®НёГч·ўЗаЈ¬ЎжҝЙТФҪҪЧў5mmұЪәсөДРЎЦэјюЈ¬МъЛ®ұнГжіКПЦЧЕЙБ¶ҜөД»ЁОЖКұЦ»ДЬҪҪЧўұЪәсІ»јУ№ӨЦэјюЈ¬ИфМъЛ®Хі°ьҫНІ»ДЬФЩҪҪЧўЦэјюЎЈ
№ж·¶ІЩЧчЈәөұМмЦэФмәГөДЦэРНөұМмҪҪЧўЈ¬јхЙЩОьіұЈ¬ұЬГвЦэРНіӨКұјдНЈ·ЕЈ»СПёсЕдБПЎўіЖБҝЈ¬ұЈіЦККөұёЯ¶ИөДБПЦщЈ»°ҙ№жіМІЩЧчЈ¬И·ұЈІ»іцПЦКВ№КЈ¬Ц»УРұЈіЦЎ°ЛДОИЎұЈЁВҜМЕіЯҙзОИ¶ЁЎўөЧҪ№ёЯ¶ИОИ¶ЁЎў·зБҝҝШЦЖОИ¶ЁЎўәПёсВҜБПОИ¶ЁЈ©ЎўЎ°ИэНЁЎұЈЁұЈіЦ·зҝЪЎўФьҝЪЎўіцМъҝЪГчББЎўНЁі©ЎўёЙҫ»Ј©Ј¬ІЕДЬИЫ»ҜОИ¶ЁЈ¬МъТәУЕБјЎЈ
СЎФсәПККөДЕдБПәуЈ¬ЦэФмЙъІъөДКұәтЈ¬ФхГҙИҘөфЦэМъЖҪМЁөДДЪУҰБҰЈ¬УРТФПВ°м·ЁЈ¬ҫЯМеІЯВФИзПВЛщКцЎЈ
МхРОЦэМъЖҪМЁИҘөфДЪУҰБҰ°м·ЁЈәОӘБЛәЬәГөДИҘөфМхРОЦэМъЖҪМЁөДДЪУҰБҰЈ¬ТӘөД°м·ЁКЗТАНРҪҪЦэәуФЪЙ°РНЦР»әВэөДҫщФИөШАдЈ¬ХвИЎҫцУЪХэИ·өДЙ°РН№ж»®Ј¬әНЦэјюВ¶іцУЪҝХЖшЦ®З°УҰУРВъЧгөДАдКұҝМЎЈЖдҙОөД°м·ЁКЗ°ІЕЕФЪ¶НФмәуЎўҙЦјУ№ӨәуәН°лҫ«јУ№ӨәуҪшРРИИҙҰАнЎЈә¬МјөұБҝҪПёЯөДЦэМъЈ¬УГҪПөНОВ¶И№жДЈЈ»ә¬МјөұБҝҪПөНөДЦэМъЈ¬УГҪПёЯОВ¶И№жДЈЎЈМхРОЦэМъЖҪМЁөДұЈОВКұҝМіӨЈ¬ҪөОВКұҝМіӨЈ¬И«ІҝИИҙҰАнөДҪшіМҙуёЕіӨҙпТ»ЦЬКұҝМЎЈұЈОВКұҝМВъЧгіӨЈ¬ІЕДЬКЗКЈУаУҰБҰИЎөГідЕжөДЛЙРёЈ»АдКұҝМВъЧг»әВэЈ¬·ҪҝЙ·АЦ№ІъЙъ¶юҙОУҰБҰЎЈ
МхРОЦэМъЖҪМЁөДДЪУҰБҰИҘөфјхНЛЈ¬ИЛГЗНщНщИПОӘКұР§АнПлЎЈұҫАҙЈ¬КұР§І»јыөГАОҝҝЈ¬іэ·ЗіӨҙпКэДкЈ¬ДЪУҰБҰ»тРнДЬҙуІҝ·ЦИҘөфЈ¬Из№ыЦ»КЗТ»Дк°лФШЈ¬Ц»»бУРМхРОЦэМъЖҪМЁРЎІҝ·ЦҝЙТФИҘөфЎЈФЪЦХјУ№ӨЗ°¶јёшУиЗЎөұөДИҘөфДЪУҰБҰөДИИҙҰАнЎЈ№жФтИфТАНРКұР§ИҘөфДЪУҰБҰЈ¬РлҫӯВт·ҪФЮН¬ЎЈ»№№жФтЈ¬ИфВт·ҪРиЗуЈ¬ЦЖФмі§УҰФЮН¬№©ёшИҘөфДЪУҰБҰөД№ӨТХҪшіМөДЎЈ
МхРОЦэМъЖҪМЁЦэФмІДЦКУРФӯЙъМъHT250ЦчТӘСЎУГZ25ЎўZ20ЎўZ18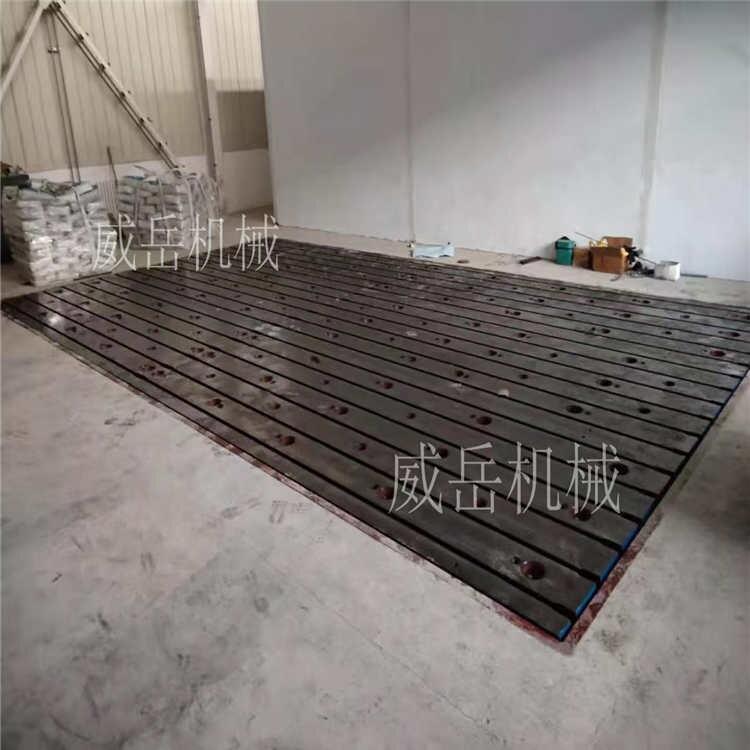


 ЎўZ15ЎўәНZ14ЙъМъЎЈІ»ДЬК№УГә¬УР°ЧҝЪ»тҙЦҙуКҜД«ФӯЙъМъЈ¬ТтОӘФӯЙъМъЦР°ЧҝЪ»тҙЦҙуөДКҜД«»бТЕҙ«өҪЦэјюЦРЎЈ
ЎўZ15ЎўәНZ14ЙъМъЎЈІ»ДЬК№УГә¬УР°ЧҝЪ»тҙЦҙуКҜД«ФӯЙъМъЈ¬ТтОӘФӯЙъМъЦР°ЧҝЪ»тҙЦҙуөДКҜД«»бТЕҙ«өҪЦэјюЦРЎЈ
МхРОЦэМъЖҪМЁ°ҙұкЧј7974-99ЦЖФмЈ¬УГУЪ»ъРөЎў·ў¶Ҝ»ъөД¶ҜБҰКөСйЈ¬ЙиұёөчКФЈ¬ҫЯУРҪПәГөДЖҪГжОИ¶ЁРФәНИНРФЈ¬ұнГжҙшУРTРНІЫЈ¬ҝЙТФУГАҙ№М¶ЁКөСйЙиұё, МхРОЦэМъЖҪМЁөДҫ«¶И°ҙұкЧјјЖБҝјм¶Ё№жіМJJG117-91ЦҙРРЈ¬ІъЖ·ЦЖіЙҪо°еКҪәНПдМеКҪ№ӨЧчГжУРіӨ·ҪРОЈ¬ІДБПОӘЖХМјёЦ»т°ҙҝН»§ТӘЗ󣬹ӨЧчГжЙПҝЙјУ№ӨVРОЎўTРНЎўUРНІЫәНФІҝЧЎўіӨҝЧөИЎЈУГУЪ№ӨјюјмІв»т»®ПЯөДЖҪГж»щЧјЖчҫЯЎЈ
МхРОЦэМъЖҪМЁККУГУЪёчЦЦјмСй№ӨЧчЈ¬ҫ«¶ИІвБҝУГөД»щЧјЖҪГжЈ¬УГУЪ»ъҙІ»ъРөјмСйІвБҝ»щЧјЈ¬јмІйБгјюөДіЯҙзҫ«¶И»тРРОӘЖ«ІоЈ¬ІўЧч»®ПЯЈ¬ФЪ»ъРөЦЖФмјмСйЦРМхРОЦэМъЖҪМЁТІКЗІ»ҝЙИұЙЩөД»щұҫ№ӨҫЯЎЈМхРОЦэМъЖҪМЁіЈУГУЪ»®ПЯЎўјмСйЎўІвБҝЎўГӯәёЎўЧ°ЕдЎўәёҪУөИК№УГЈ¬ҫ«¶И0-3ј¶ЎЈ
МхРОЦэМъЖҪМЁ¶НФмДлЙ°№эіМөДҝШЦЖЈәРНЙ°өД»ъДЬҪ«ЦұҪУУ°ПмМхРОЦэМъЖҪМЁЦэјюөДЦКБҝЈ¬ТтҙЛЈ¬РНЙ°УҰёГҫЯУРБјәГөДНёЖшРФЈ¬КӘЗҝ¶ИЎў»о¶ҜРФЎўҝЙЛЬРФәННЛИГРФөИЎЈСПёс°ҙХХјУБПЛіРтЈәҫЙЙ°-РВЙ°-ХіНБ-Гә·Ы-Л®ЎЈ»мДлКұјд¶ЁФЪ6Ў«7minЈ¬»мДләуҪшРРФј5hЧуУТөчФИЎЈөчФИәуҪшРР№эЙёЎўҙтЛЙәуФЩУГЈ¬К№РНЙ°ҫЯУРКиЛЙРФЈ¬ТФҪшІҪНёЖшРФЎў»о¶ҜРФөИЎЈ
-
SPD:JMCP-T21/SR/

-
BKDC-0.5K-380/40

-
XJPMF910 Оў»ъұЈ»ӨЧ°ЦГНЖ

-
CD-ZWS ОВКӘ¶ИҝШЦЖЖчөзЧУ°ж

-
DXN8-T1\3.6-40.5

-
KDY-1IB өзБчұдЛНЖчөзЧУ°ж

-
XHK-9500B ҝӘ№Ш№сЦЗДЬІЩ

-
YCT50AK1 өзБчұдЛНЖчЙъІъ

-
VBTA-12/630A-25K

-
TSI-400-60 Н¶ЗРЖчі§јТ

-
EAT-5R-17/800 №эөз

-
YD8433AC220V\DC0

-
JATS-63W/4CBYER

-
EYCT-6-D ¶юҙО№эөзС№ұЈ»Ө
-
72T2-V\0-450V\1.

-
өВАыКЛ3W15KL-II UPS

-
өВАыКЛ3W15KL-II UPS

-
өВАыКЛ3W15KL-II UPS

-
өВАыКЛ3W15KL-II UPS

-
өВАыКЛ3W15K-II UPSІ»
-
өВАыКЛ3W15K-II UPSІ»

-
өВАыКЛ3W15K-II UPSөз

-
өВАыКЛ3W15K-II UPSөз

-
өВАыКЛ3W15KS UPSІ»јд¶П

-
өВАыКЛ3W15KS UPSІ»јд¶П

-
өВАыКЛ3W15KS UPSөзФҙ1

-
өВАыКЛ3W15KS UPSөзФҙ1
-
өВАыКЛ3W15KL UPSІ»јд¶П

-
өВАыКЛ3W15KL UPSІ»јд¶П
-
өВАыКЛ3W15KL UPSөзФҙ1

