商铺名称:允铨检测技术服务(上海)有限公司
联系人:白丽锋(先生)
联系手机:
固定电话:
企业邮箱:lande.bai@uq-tek.com
联系地址:上海青浦区双联路168号4幢106室
邮编:201702
联系我时,请说是在五金机电网上看到的,谢谢!
- 非常节省时间和成本,所有螺柱焊的结构不用钻孔,冲孔,车螺纹,铆接,拧螺纹和精整等步骤。
- 不断扩展结构设计的应用潜力,在螺柱焊时起焊接过程是短时间,大电流和较小的熔深。因此,可以焊接到很薄的板材上。对于使用陶瓷环拉弧螺柱焊和短周期拉弧螺柱焊的板厚 可以到1mm。电容放电拉弧螺柱焊可以到0.6mm,而储能式螺柱可以到0.5mm。
- 螺柱焊的工件必须是从一侧焊接,能在全位置焊接,借助于扩展器可以焊接到受限制的垂直隔板上。
- 由于是短时间焊接且焊后很少变形,故不需要修整。
- 因为焊接的结构不需要钻孔,故不会造成泄漏。
- 螺柱焊的接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本身强度。
- 在镀层或高合金板材焊接后,背面没有印痕。
- 螺柱焊相对于其他焊接方法的优点,在于焊接功率上。对于批量生产的工件,在很短的焊接时间(3-980ms)内可打到8-40个/min(根据不同直径螺柱和不同焊接功率)。而自动送料螺柱焊机可以达到60个/min的超高效率。
- 标准的螺柱是低成本的,螺柱焊设备和焊枪具有多种类型,设备的购置费用相对较低。根据产品,可以制成多工位自动焊机,或高精度龙门式数控自动焊机。
- 螺柱焊具有较高的质量再现率和较小的废品率。
BS EN ISO 14555-2017 焊接.金属材料的电弧螺栓焊
BS EN ISO 14555-2017 Welding. Arc stud welding of metallic materials
1. 螺柱焊(stud welding)介绍
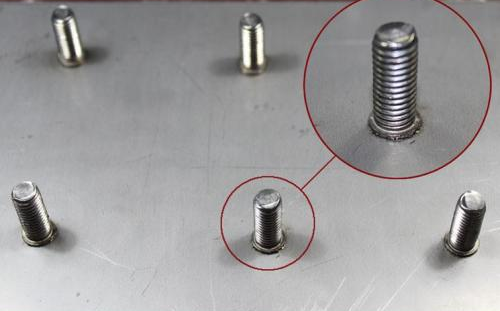
电弧螺柱焊是以焊接电弧为热源,以陶瓷环保护,螺柱及其类似的紧固件本身既是焊件同时也是电极,焊接电弧在螺柱前端及工件之间燃烧,在焊件焊接区被加热形成熔池,螺柱端部形成熔化层后,螺柱在机械压力的作用下高速的插入熔池,将液态金属挤出,从而形成结晶和重结晶的T型接头的焊接方法。电弧螺柱焊的引弧原理与焊条电弧焊类似,都是短路提升引弧。螺柱短路引弧时,为了不使螺柱端部与焊件粘在一起,一般采用高电压小电流。在螺柱提升前的电流约为40-50A。
电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它钢结构等。

EN 14555螺柱焊
2. 材料要求
螺柱焊在应用中要注意:螺柱焊也和其他熔化焊一样,对钢中的含碳量有一定限制--对于结构钢螺柱,含碳量应在0.18%以内,而母材的含碳量应在0.2%以内。要根据螺柱焊的不同方法,按推荐的螺柱材料和母材组合可焊性施焊,否则螺柱和母材相互之间会有不熔性。超出推荐范围以外的螺柱材料和母材组合要通过试验确定可焊性和产品设计要求进行相关检验评定可能性评估。
3 典型参数设定
3.1 焊接电流和焊接时间
焊接电弧能量的参数只有焊接电流及焊接时间是需要提前设定的,每一种尺寸的螺柱都有与之配合的焊接电流和焊接时间范围,在一定的范围内可以通过改变焊接时间来补偿焊接电流的提高或降低,同时也可以参考以下经验公式来设定焊接电流及焊接时间:
I=(50-100)d
t=(50-150)d
其中d是螺柱直径(mm),t是焊接时间(ms),I是焊接电流(A)。
3.2 提升高度
提升高度是指焊前调整焊枪设定的电弧空间,弧长在焊接过程中基本不变。提升高度与电弧电压有关,而且对于直径为6-25mm的螺柱,其提升高度可在2.0-2.5mm之间,电弧电压约在20-25V,电弧电压不在焊接参数进行选择,而是用提升高度来代替选定的焊接电压。
3.3 伸出长度
伸出长度也称作调置长度,是指焊枪调整带有螺柱的夹头下落时,螺柱端面能够超过焊件表面的max长度,伸出长度应该大于焊接留量,否则螺柱下落不到熔池底部,从而产生未熔合及咬边等缺陷。焊接留量一般在4-6mm,所以伸出长度一般要在此范围之上。
 EN 14555螺柱焊
EN 14555螺柱焊
允铨检测具备完整的,成熟的EN14555螺柱焊接工艺认可和人员认证的技术方案,可以为客户完成工艺评定和人员认证,周期短,为客户创造价值。
允铨检测技术服务(上海)有限公司专注金属材料焊接企业标准培训、焊接人员认证、焊接工艺评定、焊缝检验服务。公司拥有3名国际焊接工程师、1名焊接考评员、1名焊接职业技能鉴定技师、2名ISO 9712渗透2级/3级无损检测人员、1名ISO 9712磁粉2级无损检测人员、1名ISO 9712超声3级无损检测人员以及配套的CNAS认可的ISO 17025无损检测实验室和理化实验室,我们将为您提供专业、优质、高质量的服务。